Формат файлов: Компас-3D, cdw, word, doc
Кол-во чертежей: 2
Категории: Чертежи проекты / Технология машиностроения. Изготовление и восстано
| Тип проекта |
Курсовой проект |
Кол-во листов (чертежей) |
| Формат |
Компас-3D, cdw, word, doc |
48 |
Процессы и операции формообразования
Курсовой проект
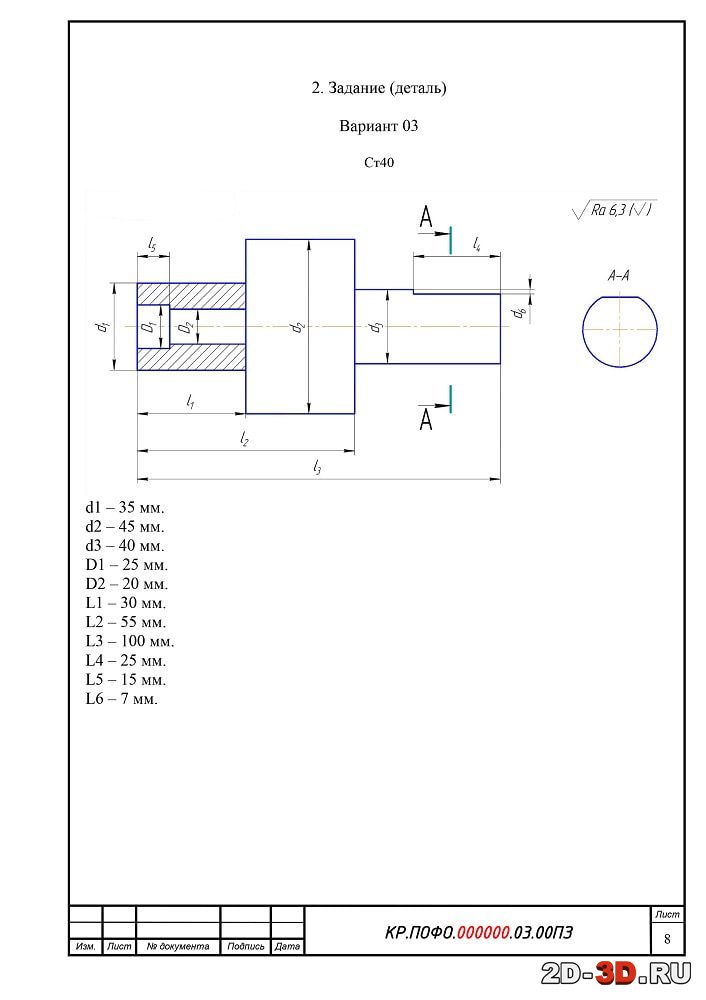
Вариант 03
Список чертежей
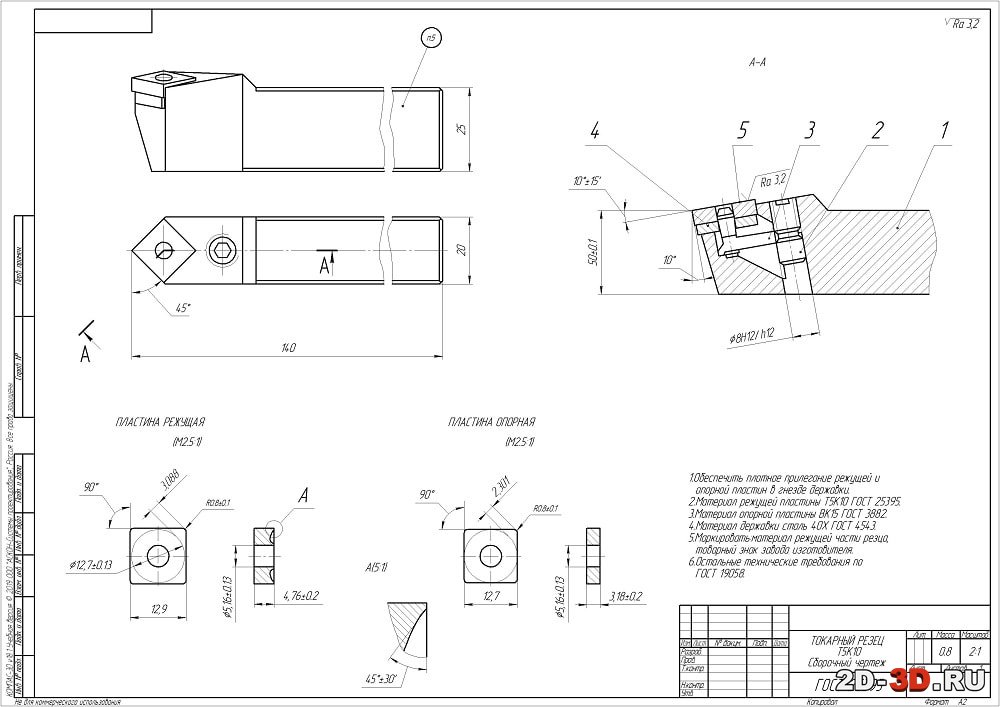
Резец
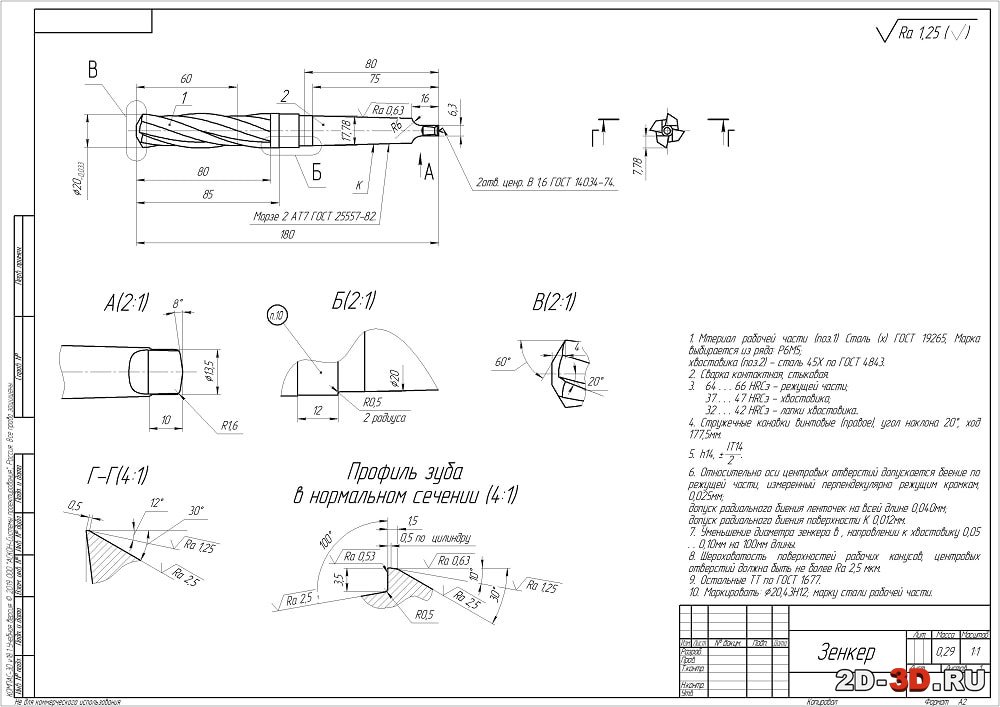
Зенкер
Процесс резания металлов заключается в снятии с заготовки определённого слоя металла с целью получения поверхности необходимой формы и размеров. Металлорежущий инструмент – это часть станка, непосредственно воздействующая на заготовку. Сложный процесс резания металлов имеет свои закономерности, которые необходимо знать для того чтобы:
сделать этот процесс производительным и экономичным;
правильно рассчитывать и конструировать станки, приспособления и режущие инструменты.
Материалы и инструменты обработки выбранные в курсовом проекте
Материал детали Сталь СТ 40 . Заготовкой детали является пруток диаметром 50 мм. и длиной 110 мм. Для токарной обработки, сверления и зенкерования используем Токарно-винторезный станок 16К20.
Краткая техническая характеристика:
Класс точности - Н
Наибольший диаметр обрабатываемой заготовки над станиной - 400 мм
Наибольший диаметр точения над поперечным суппортом - 220 мм
Наибольший диаметр обрабатываемого прутка - 50 мм
Наибольшая длинна обрабатываемого изделия - 710 мм, 1000 мм, 1400 мм, 2000 мм
Предел числа оборотов шпинделя - 12,5-1600 об/мин
Пределы подач
продольных - 0,05-2,8 мм/об
поперечных - 0,025-1,4 мм/об
Наибольшее усилие, допускаемое механизмом подач на упоре
продольное - 800 кгс
поперечное - 460 кгс
Наибольшее усилие, допускаемое механизмом подач на резце
продольное - 600 кгс
поперечное - 360 кгс
Мощность электродвигателя главного движения - 11 кВт
Для фрезерования используем Вертикальный консольно-фрезерный станок - 6Р12.
Краткая техническая характеристика:
Рабочая поверхность стола 1250х320
Перемещение стола
продольное 800 мм
поперечное 320 мм
вертикальное 420 мм
на одно деление лимба (продольное, поперечное, вертикальное) 0,05 мм
на один оборот лимба
Перемещение пиноли шпинделя на одно 0,05 / 4 деление / оборот лимба
Перемещение гильзы шпинделя (вертикальное) 70 мм
Диаметр фрез при черновой обработке 160 мм
Расстояние
Скорость быстрого перемещения стола 360 мм/мин
Подача
Угол поворота шпиндельной головки 45 град.
Мощность 7,5/ 3 кВт
Содержание
1. Введение
2. Задание (деталь)
3. Последовательность обработки:
3.1 Токарная левая сторона
3.1.1 Точение черновое (участок 1)
3.1.2 Точение черновое (участок 3)
3.1.3 Точение чистовое (участок 3)
3.1.4 Торцевание (участок 2)
3.2 Сверление
3.2.1 Сверление (участок 4)
3.2.2 Зенкерование (участок 4)
3.2.3 Растачивание (участок 5)
3.3 Токарная правая сторона
3.3.1 Точение чистовое (участок 1)
3.3.2 Точение черновое (участок 6)
3.3.3 Точение чистовое (участок 6)
3.3.4 Торцевание (участок 8)
3.4 Фрезерование(участок 7)
4. Сводная таблица режимов резания
5. Заключение
6. Список литературы
| Тип проекта |
Курсовой проект |
Кол-во листов (чертежей) |
| Формат |
Компас-3D, cdw, word, doc |
48 |



 Технология изготовления ступенчатого вала
Технология изготовления ступенчатого вала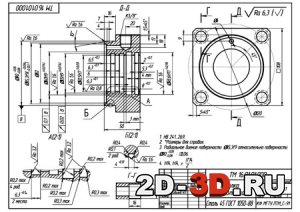 Изготовление втулки направляющей
Изготовление втулки направляющей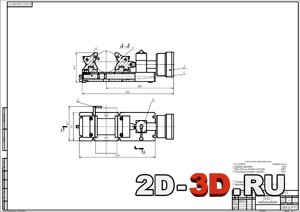 Технология машиностроения, производство и ремонт ПТСДМ
Технология машиностроения, производство и ремонт ПТСДМ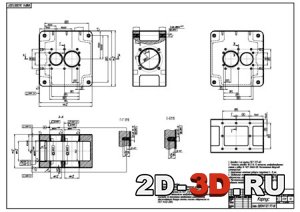 Проектирование технологического процесса механической обработки корпуса редуктора
Проектирование технологического процесса механической обработки корпуса редуктора Механический участок обработки детали "Шестерня"
Механический участок обработки детали "Шестерня"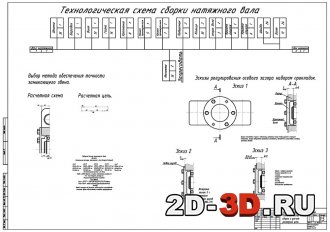 Разработка технологического процесса сборки натяжного вала
Разработка технологического процесса сборки натяжного вала