
| Тип проекта | Кол-во листов (чертежей) | |
| Формат |
Проектирование технологического процесса механической обработки корпуса редуктора
Выпускной проект на тему:
«Разработка технологического процесса механической обработки корпуса M37D002821-10-00».

Дипломный проект с расчётно-пояснительной запиской. Чертежи: корпус редуктора, редуктор конвейера SM130K.M37D002821-00-00А, схема сборки редуктора конвейера, карта технологической наладки для сверлильно-фрезерной операции 005, приспособление фрезерное, карта технологической наладки для сверлильно-фрезерной-расточной операции 015 3 листа формата А1.
Чертежи сделаны в Компасе дополнительно пересохраннены в AutoCAD.
Корпус представлен на чертеже 1 и изготавливается из Стали 12ДН2ФЛ. основные поверхности в корпусе это 2 отверстия под подшипники 1 отверстие под стакан с жестким допуском на круглость, параллельность и перпендикулярность между ними.
В аналитической части производился анализ различных методов получения заготовки. Анализ показал, что наиболее оптимальным вариантом получения заготовки для рассматриваемой детали в условии среднесерийного производства является литьем в песчано-глинистые сырые формы. Чертеж заготовки совмещен с чертежом детали.
В технологической части был разработан технологический процесс обработки корпуса.
005 операция Сверлильно-фрезерная представлена на листе 2 графической части. Операция выполняется на фрезерно-расточном станке 500V. Деталь базируется в специальном самоцентрирующем приспособлении. Базирование корпуса в приспособлении производится по плоскости, двум прижимным рычагам и упору. Обрабатываются плоскость, резьбовые отверстия, и два технологических отверстия диметром 14Н9, предназначенные для базирования корпуса на последующей операции.
010 операция слесарная.
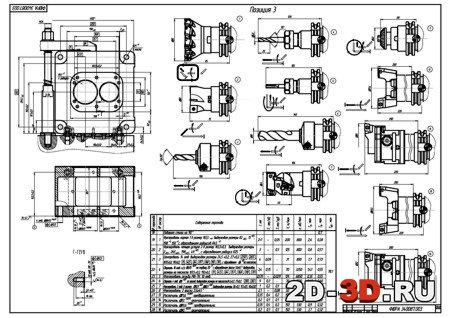
015 операция представлена на 3-5 листе графической части. Операция выполняется на станке модели 650Н. Деталь базируется в специальном приспособлении по плоскости, двум пальцам цилиндрическому и срезанному, закрепление осуществляется при помощи прижима. Заготовка обрабатывается за 3 позиции.
1 позиция: обрабатывается плоскость под крышку, 4 уступа,4 крепежных отверстия и 10 резьбовых отверстий, а также черновое фрезерование отверстий под подшипники;
2 позиция: производится поворот стола на 90 градусов - обрабатывается плоскость и отверстие под стакан, и переходной кожух, 8 резьбовых отверстий, фаска;
3 позиция: производится поворот стола на 90 градусов - обрабатывается плоскость под крышку, 4 уступа, 4 крепежных отверстий и 10 резьбовых отверстий, а также черновое фрезерование, получистовое и чистовое растачивание отверстий под подшипники.
020 операция слесарная.
030 Контрольная.
В конструкторской части выпускной квалификационной работы спроектированы приспособления на 005.
Базирование детали в приспособлении производится по плоскости, двумя прижимными рычагами и упору. Три точки несёт главная базирующая плоскость, выполненная в виде четырех опор, две из которых являются плавающими самоустанавливающими, две точки образованы самоцентрирующими рычагами, одна точка - упором. Заготовка фиксируется двумя рычагами. Для базирования и закрепления приспособления на столе станка предусмотрены четыре специальные втулки.
Приспособление состоит из литого корпуса. В нем установлен винт с правой и левой резьбой, гайки, рычаг. Винт от осевого перемещения фиксирует шайба поз. 9 шайба в свою очередь фиксируется шплинтом. Также в корпус устанавливается две постоянные опоры, и две самоустанавливающие опоры. Зажим детали производится вручную путем затяжки винта. Был произведен силовой расчет и расчет приспособления на точность приспособления. Заданная точность обработки на данном приспособлении обеспечивается.
Корпус редуктора M37D002821-10-00А является базовой деталью редуктора конвейера, служит для размещения и координации деталей передачи, защиты их от загрязнения, организации системы смазки, а также восприятия сил, возникающих в зацеплении зубчатых колесных парах, подшипниках, открытой передачи.
Редуктор M37D002821-00-00А.
Редуктор служит для передачи крутящего момента от электродвигателя к звездочке скребкового конвейера. Этот редуктор является частью привода скребкового конвейера проходческого комбайна, применяемого в горно-шахтной промышленности. Также редуктор применяется для привода ведущего барабана ленточных конвейеров типа ПЛК800, ПЛШ800, ПЛШ600 изготавливаемых на предприятии.
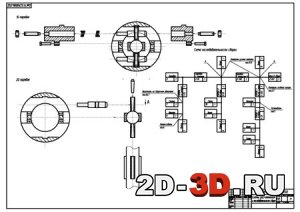
Для редуктора был разработан технологический процесс сборки, конструкция изделия позволяет производить его сборку из предварительно собранных узлов схемы узловых сборок представлены, также представлены 2 позиции сборочного процесса 1 одевания резинового кольца на сапун, завинчивание болта.
В организационной части произведен расчет потребного количества оборудования, коэффициентов его загрузки. Расчет необходимой численности основных рабочих.
При разработки технологического процесса максимально увеличена концентрация операций, применены специальные приспособления, выбрано современное оборудование это позволило сократить количество операций с 37 до 5, применение современного инструмент с СМП позволило применять обработки с интерполяцией, что сократило площадь обрабатываемых поверхностей и номенклатуру инструмента, все это позволяет обеспечит большую производительность и меньшую себестоимость изделия по сравнению с базовым технологическим процессом.
Содержание расчетно-пояснительной записки
Введение
1 Аналитическая часть
1.1 Служебное назначение и технические характеристики корпуса m37d002821-10-00а
1.2 Производственная программа выпуска. Определение типа производства
1.3 Анализ базового технологического процесса
2 Формулировка проектной задачи
3 Технологическая часть
3.1 Анализ технологичности детали
3.2 Выбор заготовки и метода ее изготовления
3.3 Составление технологического маршрута обработки
3.4 Выбор баз
3.5 Разработка технологических операций
4 Конструкторская часть
4.1 Проектирование фрезерно-сверлильного приспособления на станок 500v
5 организационная часть
5.1 Расчёт потребного количества оборудования и коэффициентов его загрузки
5.2 Определение численности рабочих, работающих на участке
6 Квалиметрическая оценка
 Разработка технологического процесса сборки узла фрезерной головки
Разработка технологического процесса сборки узла фрезерной головки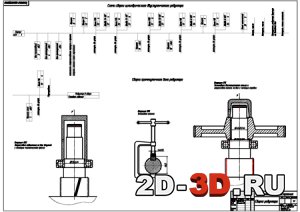 Сборка цилиндрического редуктора
Сборка цилиндрического редуктора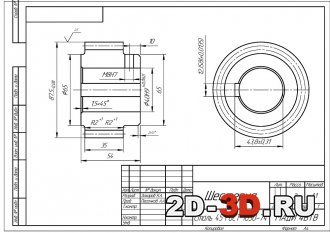 Разработка технологического процесса изготовления шестерни и расчет ее себестоимости
Разработка технологического процесса изготовления шестерни и расчет ее себестоимости Механический участок обработки детали "Шестерня"
Механический участок обработки детали "Шестерня"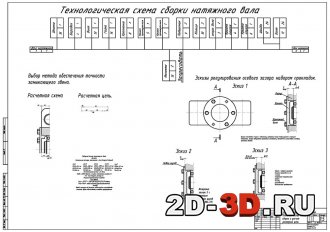 Разработка технологического процесса сборки натяжного вала
Разработка технологического процесса сборки натяжного вала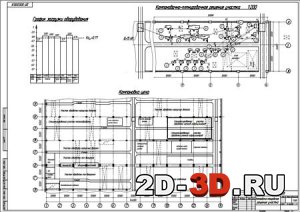 Проектирование участка по выпуску гидроцилиндров НК4040Разработка технологического процесса сборки узла фрезерной головкиСборка цилиндрического редуктораРазработка технологического процесса изготовления шестерни и расчет ее себестоимостиМеханический участок обработки детали "Шестерня"Разработка технологического процесса сборки натяжного валаПроектирование участка по выпуску гидроцилиндров НК4040
Проектирование участка по выпуску гидроцилиндров НК4040Разработка технологического процесса сборки узла фрезерной головкиСборка цилиндрического редуктораРазработка технологического процесса изготовления шестерни и расчет ее себестоимостиМеханический участок обработки детали "Шестерня"Разработка технологического процесса сборки натяжного валаПроектирование участка по выпуску гидроцилиндров НК4040



