
| Тип проекта | Кол-во листов (чертежей) | |
| Формат |
Разработка технологического процесса сборки узла фрезерной головки
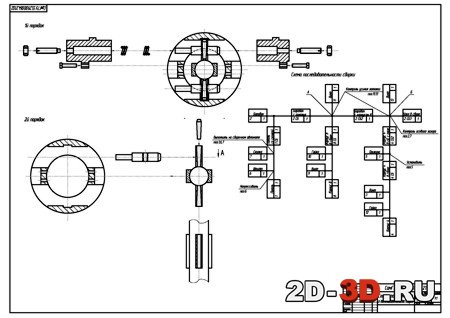
В данной курсовой работе представлены последовательность и форма организации технологического процесса сборки узла фрезерной головки, которые обеспечивают необходимые параметры жесткости и виброустойчивости за счет точности расположения исполнительных поверхностей соединяемых деталей. Составлен технологический процесс сборки узла фрезерной головки, включающий 6 операций с суммой оперативного времени 4,959мин. Достигнута максимальная производительность за счет разработки сборочного автомата при запрессовке штифта. Выполнен сборочный чертёж узла фрезерной головки и схемы расчленения и последовательности сборки.
Содержание проекта
 Корпус задней бабки токарного станка
Корпус задней бабки токарного станка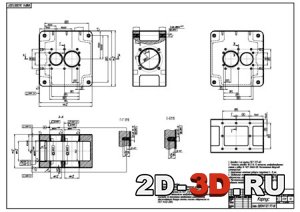 Проектирование технологического процесса механической обработки корпуса редуктора
Проектирование технологического процесса механической обработки корпуса редуктора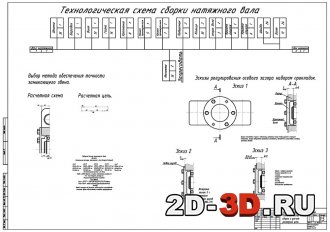 Разработка технологического процесса сборки натяжного вала
Разработка технологического процесса сборки натяжного вала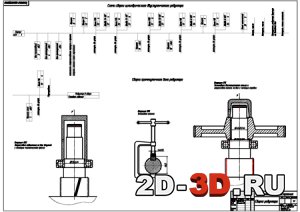 Сборка цилиндрического редуктора
Сборка цилиндрического редуктора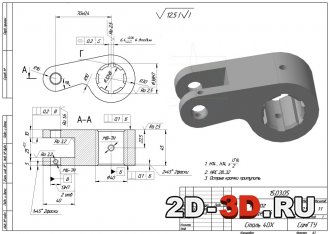 Разработка технологического процесса обработки детали «Рычаг шлицевой»
Разработка технологического процесса обработки детали «Рычаг шлицевой»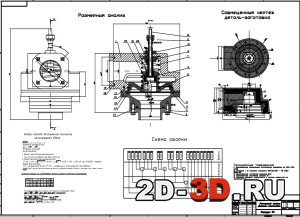 Cборка клапана и изготовление корпусаКорпус задней бабки токарного станкаПроектирование технологического процесса механической обработки корпуса редуктораРазработка технологического процесса сборки натяжного валаСборка цилиндрического редуктораРазработка технологического процесса обработки детали «Рычаг шлицевой»Cборка клапана и изготовление корпуса
Cборка клапана и изготовление корпусаКорпус задней бабки токарного станкаПроектирование технологического процесса механической обработки корпуса редуктораРазработка технологического процесса сборки натяжного валаСборка цилиндрического редуктораРазработка технологического процесса обработки детали «Рычаг шлицевой»Cборка клапана и изготовление корпуса


