
| Тип проекта | Кол-во листов (чертежей) | |
| Формат |
Изготовление тормозного шкива.
Курсовик.
Список чертежей: тормозной шкив, пробка H8, быстрозажимная оправка для обработки обода со спецификацией, операционные эскизы операция 05-35, калибр пробка, маршрутные карты.
Содержание
1. Введение
2. Назначение тормозного шкива
3. Выбор заготовки и материала тормозного шкива
4. Технические требования
5. Маршрут обработки
6. Расчет припусков на обработку тормозного шкива
7. Расчет режимов резания
8. Расчет технической нормы времени
9. Расчет измерительного инструмента
10. Описание инструмента
11. Список используемой литературы
12.Приложение
План обработки тормозных шкивов остается неизменным для всех типоразмеров и в любом производстве. Изменяются лишь условия выполнения операций и их трудоемкость.
В крупносерийном производстве шкивы тормозные диаметром 200—800 мм обрабатывают по следующему технологическому процессу.
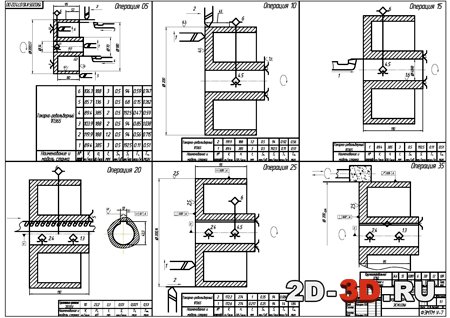
Технологический маршрут включает следующие основные операции:
Операция 05 Токарная — станок 1П365
Предварительная обработка с открытой стороны при установке в четырех кулачковом патроне с выверкой и закреплением и зоне дна шкива. Отрезаются остатки прибыли, и подрезается торец, обтачивается обод , растачивается внутренняя стенка обода, подрезается дно камеры и обтачивается ступица. В некоторых случаях на заводах считают целесообразным удалить, прибыль в отдельной операции, предшествующей точению, выполняемой на вертикально-фрезерном станке.
Операции 10 Токарная — станок 1П365
Обработка оставшегося участка обода, подрезка наружного торца дна, обработка отверстия и выточек. Установка в трех кулачковом патроне. Револьверная наладка уплотняется за счет одновременного выполнения переходов обтачивания обода.
Операция 15 Токарная — станок 1П365.
Окончательная обработка посадочного отверстия. Выполняется по-разному в зависимости oт его формы и размера шкива. Цилиндрическое отверстие диаметром до 40—45 мм обрабатывается протягиванием при малой трудоемкости (Тшт —2—3 мин).
Цилиндрическое отверстие большего размера окончательно обрабатывается в составе револьверной операции путем растачивания на двукратного развертывания. Операция требует 15— 30 мин/шт. в зависимости от размера отверстия.
Операция 20 Протяжная — станок 7Б55У
Протягивание шпоночного паза на горизонтально-протяжном станке при установке на адаптере.
Операция 25 Токарная — станок 1П365
Окончательная обработка торцовой и наружной поверхностей обода по 4-му классу точности с припуском под последующее шлифование. Деталь устанавливается на цилиндрической оправке со шпонкой.
По выполнении операции контролируется биение торца относительно оси отверстия; допускаемое отклонение 0,025 мм на радиусе 100 мм.
Операция 30 Термическая обработка
Закалка т. в. ч. на глубину 2—3 мм, твердость после отпуска HRC 38—42.Поверхностная закалка тормозного шкива диаметром 200 выполняется при следующих условиях.
Шкив устанавливается на цилиндрическую шпиндельную оправку и приводится во вращение. Индуктор располагается по образующей (с небольшим yглом) на расстоянии 1,5 мм от поверхности обода. Температура закалки 900-960о С, температура охлаждающей воды 15—20о С. деталь закаливается на одном обороте шкива; скорость вращения детали 6—8 мм/сек. После закалки тормозные шкивы подвергаются отпуску в электропечи при температуре 480—520о С в течение 2—2,5 ч. Твердость контролируется в четырех местах.
Операция 35 Шлифовальная –обработка наружной поверхности по 7-му классу чистоты, с обеспечением соосности с посадочным отверстием. Деталь устанавливается на центровой оправке.
 Проект участка по ремонту тормозных барабанов с разработкой приспособления для снятия и установки колес
Проект участка по ремонту тормозных барабанов с разработкой приспособления для снятия и установки колес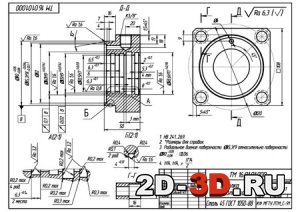 Изготовление втулки направляющей
Изготовление втулки направляющей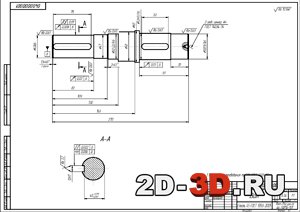 Вал редуктора
Вал редуктора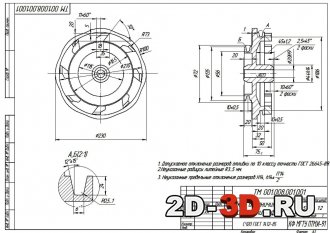 Разработка технологического процесса изготовления детали «Шкив ограничителя скорости»
Разработка технологического процесса изготовления детали «Шкив ограничителя скорости» Изготовление корпуса подшипника курсовой проект по технологии машиностроения
Изготовление корпуса подшипника курсовой проект по технологии машиностроения Разработка технологического процесса изготовления и ремонта валаПроект участка по ремонту тормозных барабанов с разработкой приспособления для снятия и установки колесИзготовление втулки направляющейВал редуктораРазработка технологического процесса изготовления детали «Шкив ограничителя скорости»Изготовление корпуса подшипника курсовой проект по технологии машиностроенияРазработка технологического процесса изготовления и ремонта вала
Разработка технологического процесса изготовления и ремонта валаПроект участка по ремонту тормозных барабанов с разработкой приспособления для снятия и установки колесИзготовление втулки направляющейВал редуктораРазработка технологического процесса изготовления детали «Шкив ограничителя скорости»Изготовление корпуса подшипника курсовой проект по технологии машиностроенияРазработка технологического процесса изготовления и ремонта вала



