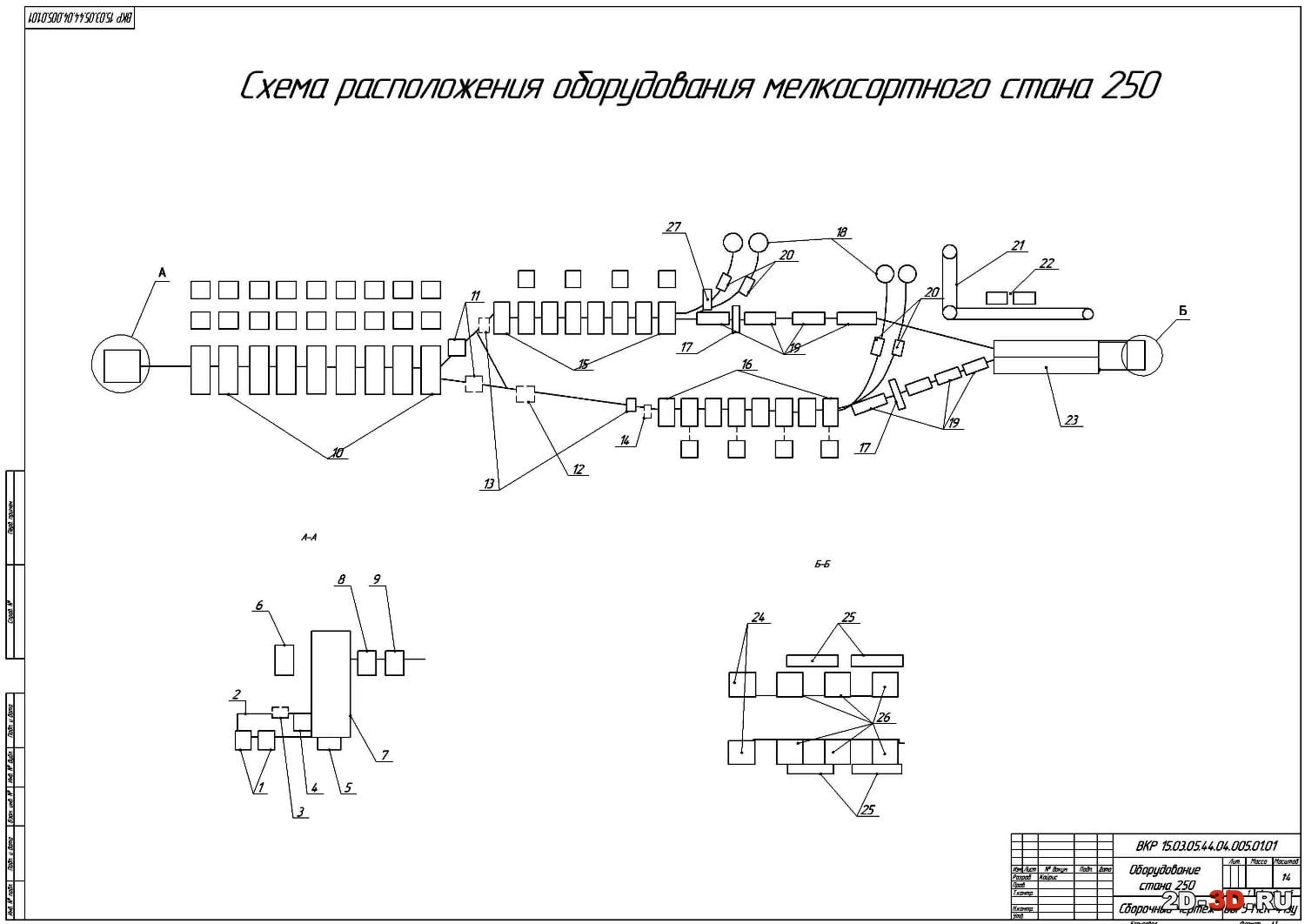
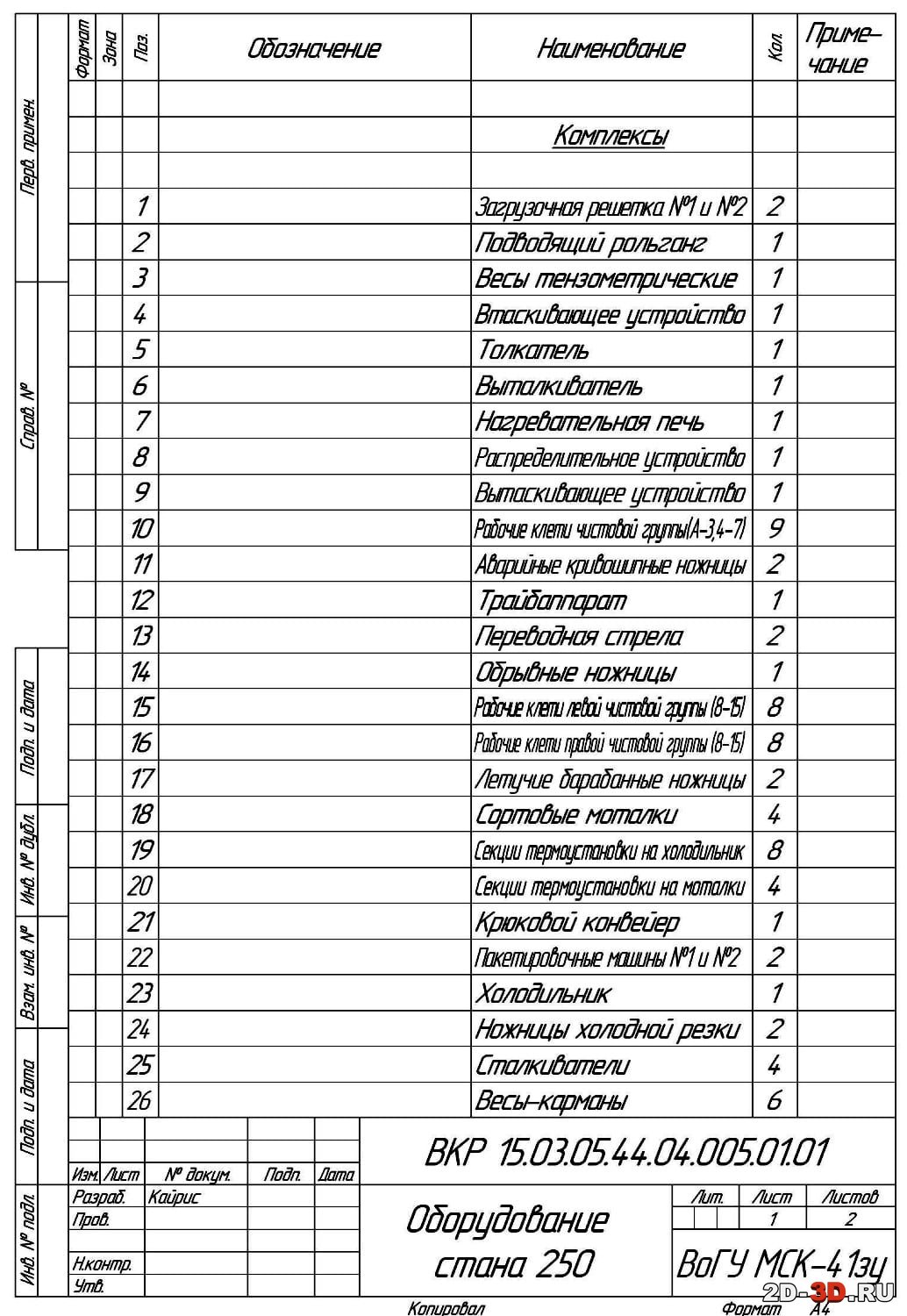
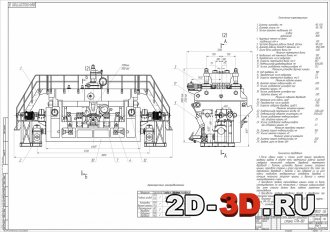
Схема расположения оборудования мелкосортного стана 250
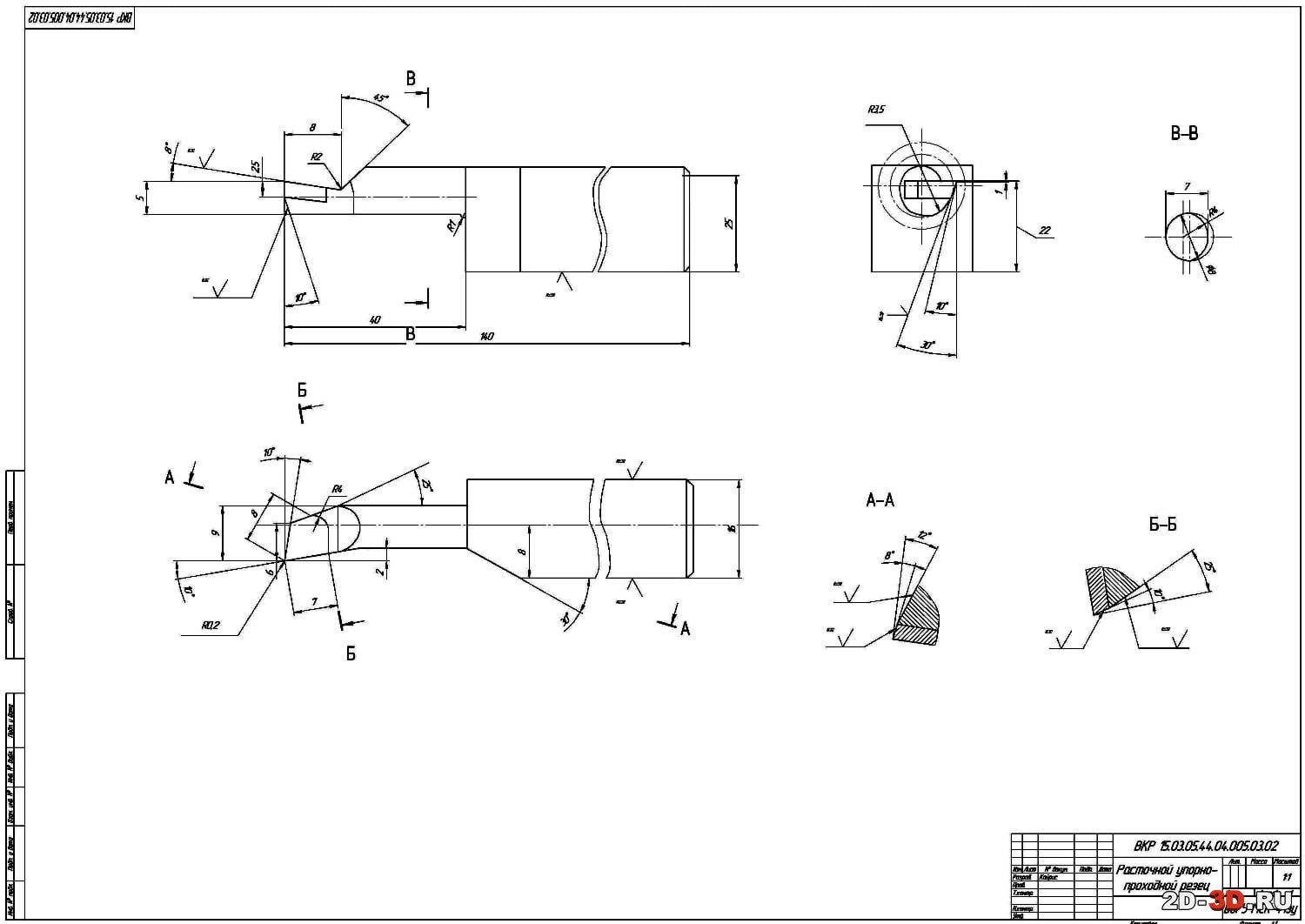
Расточной упорно-проходной резец
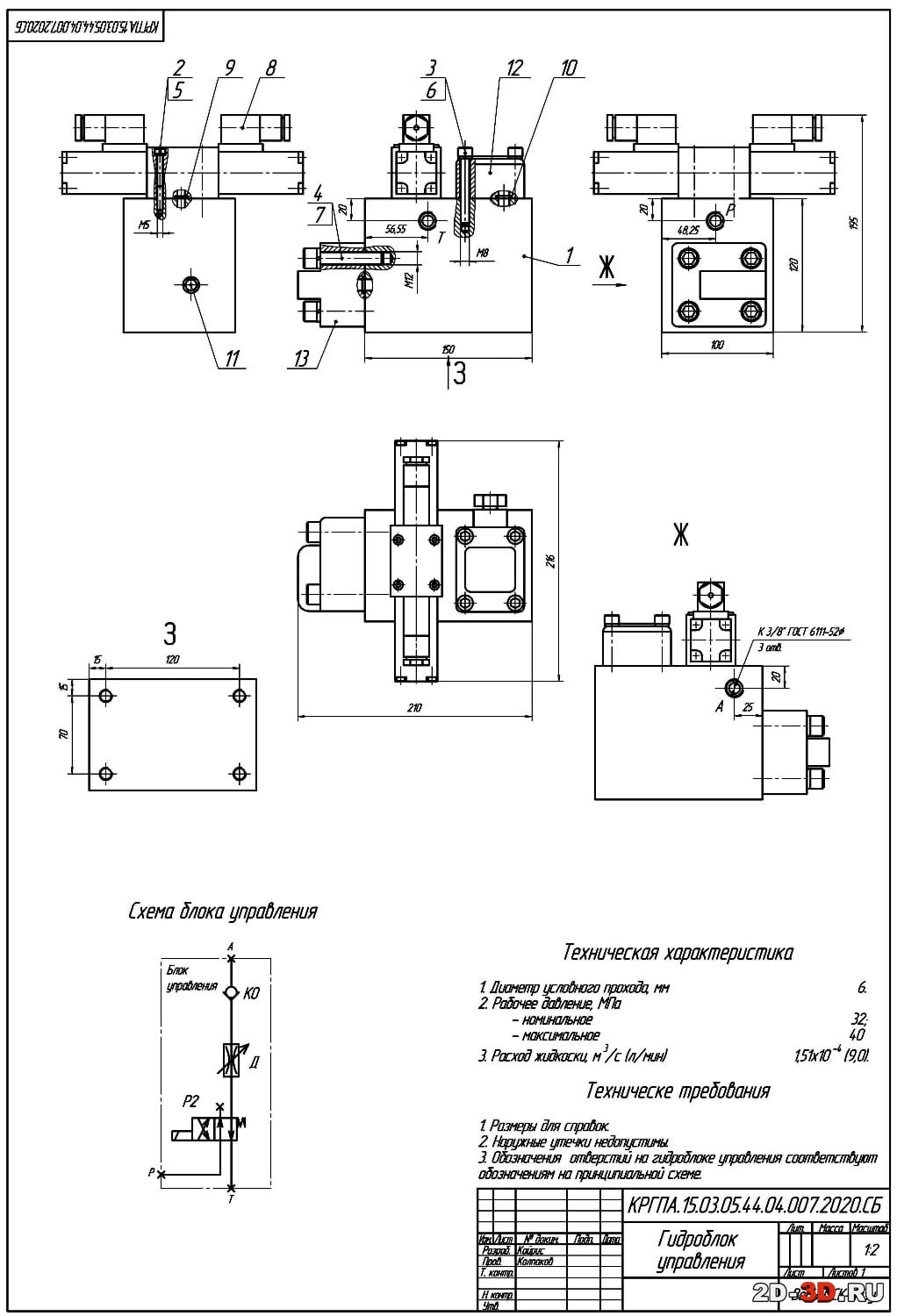
Гидроблок управления
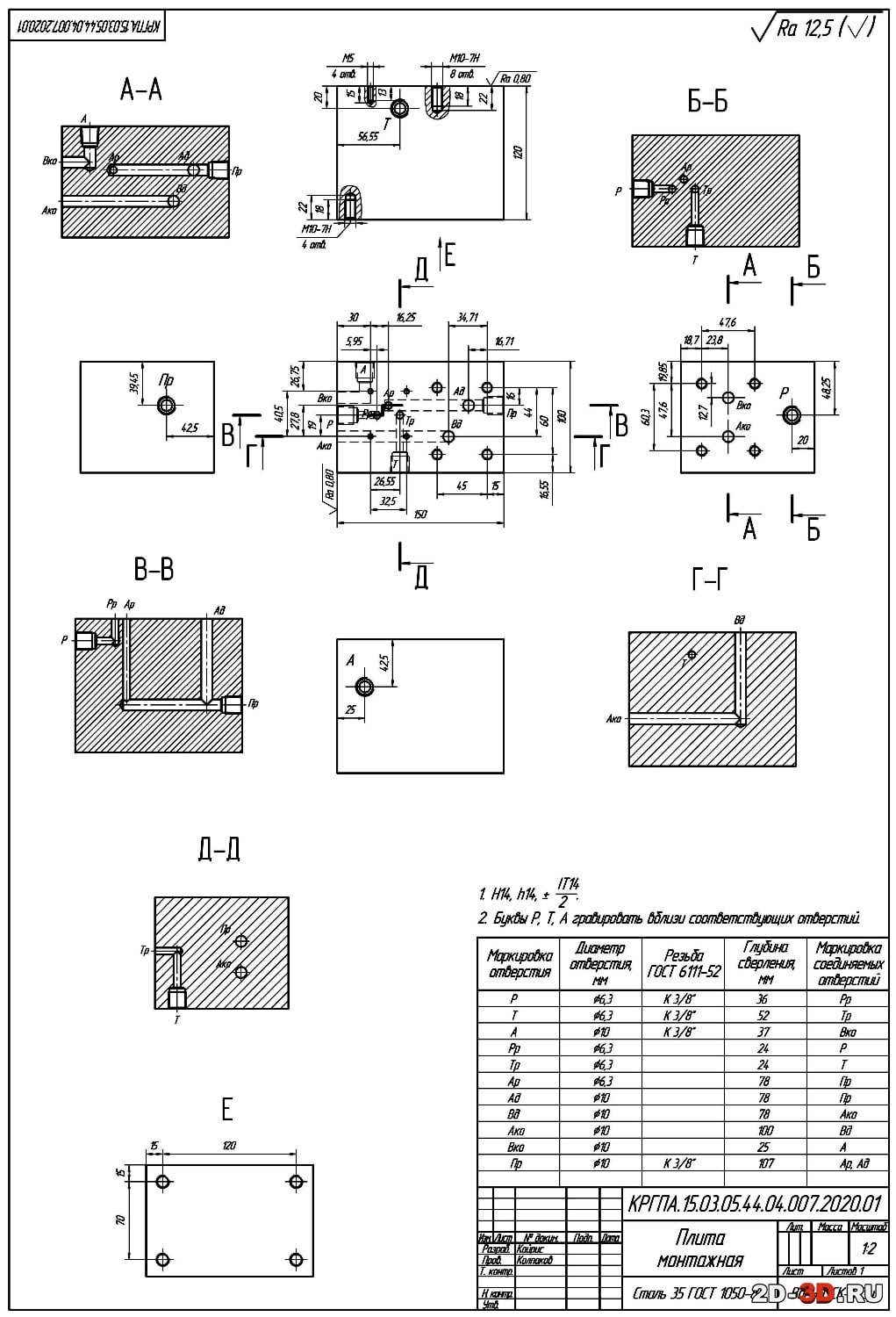
Плита монтажная
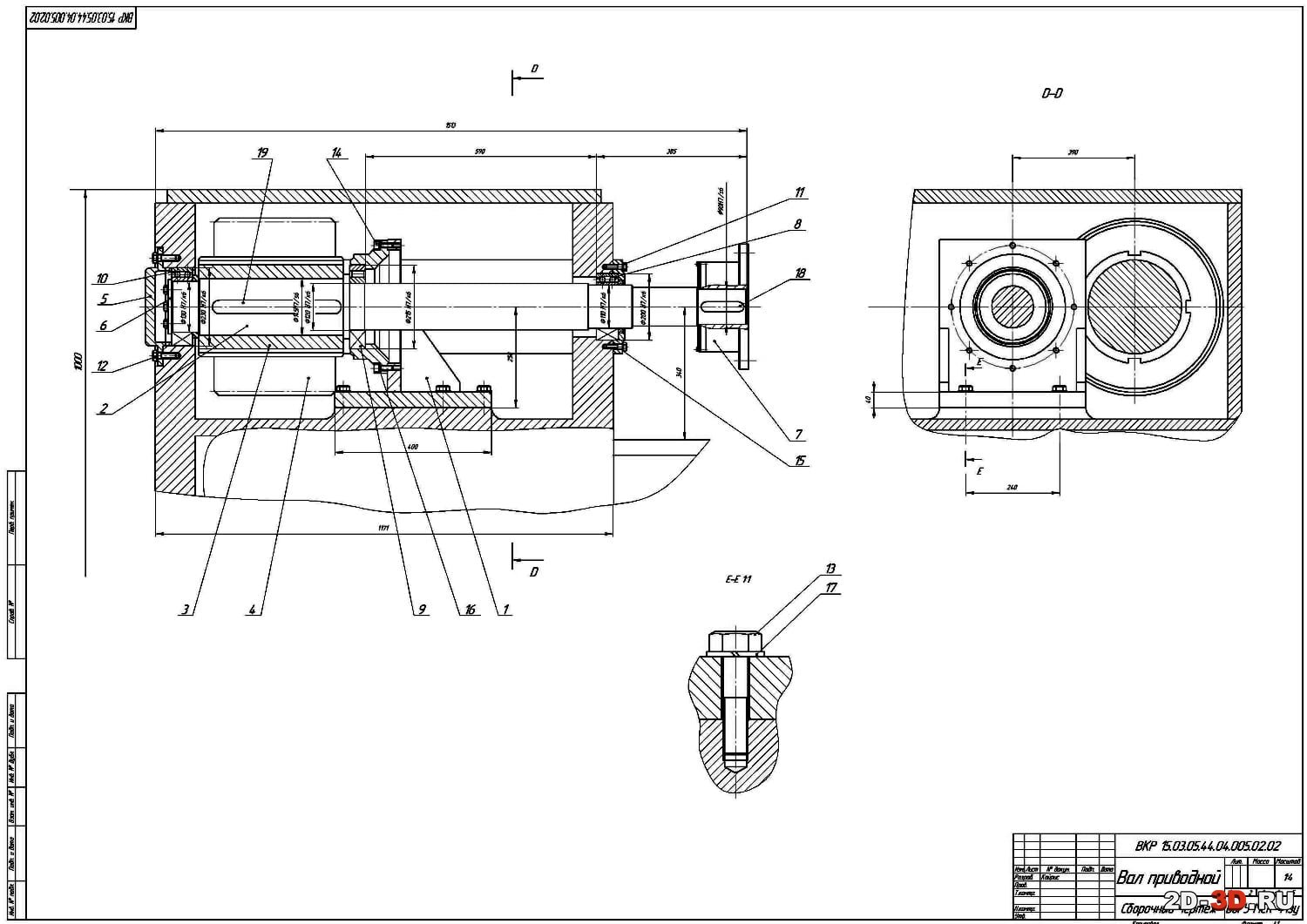
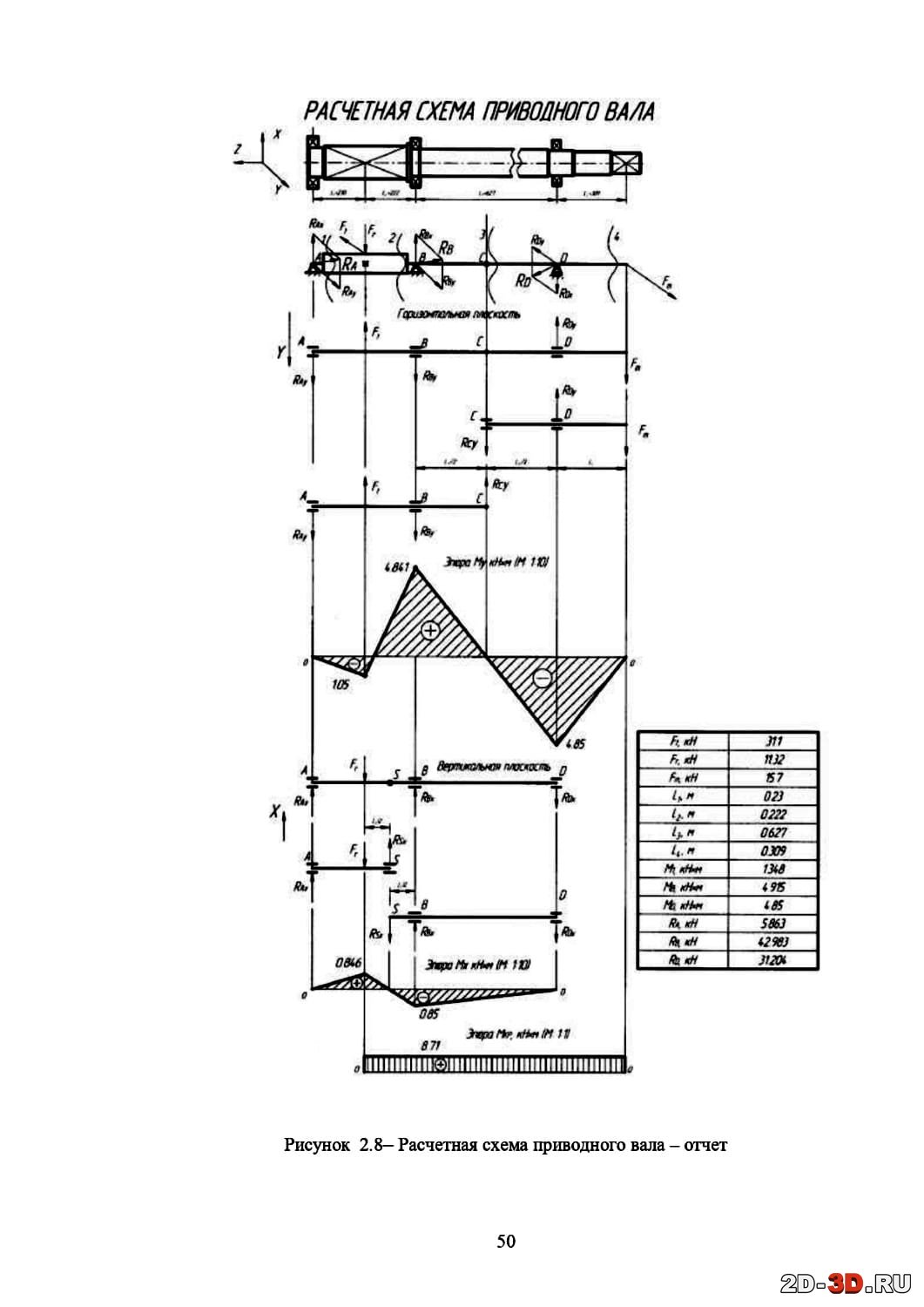
Вал приводной
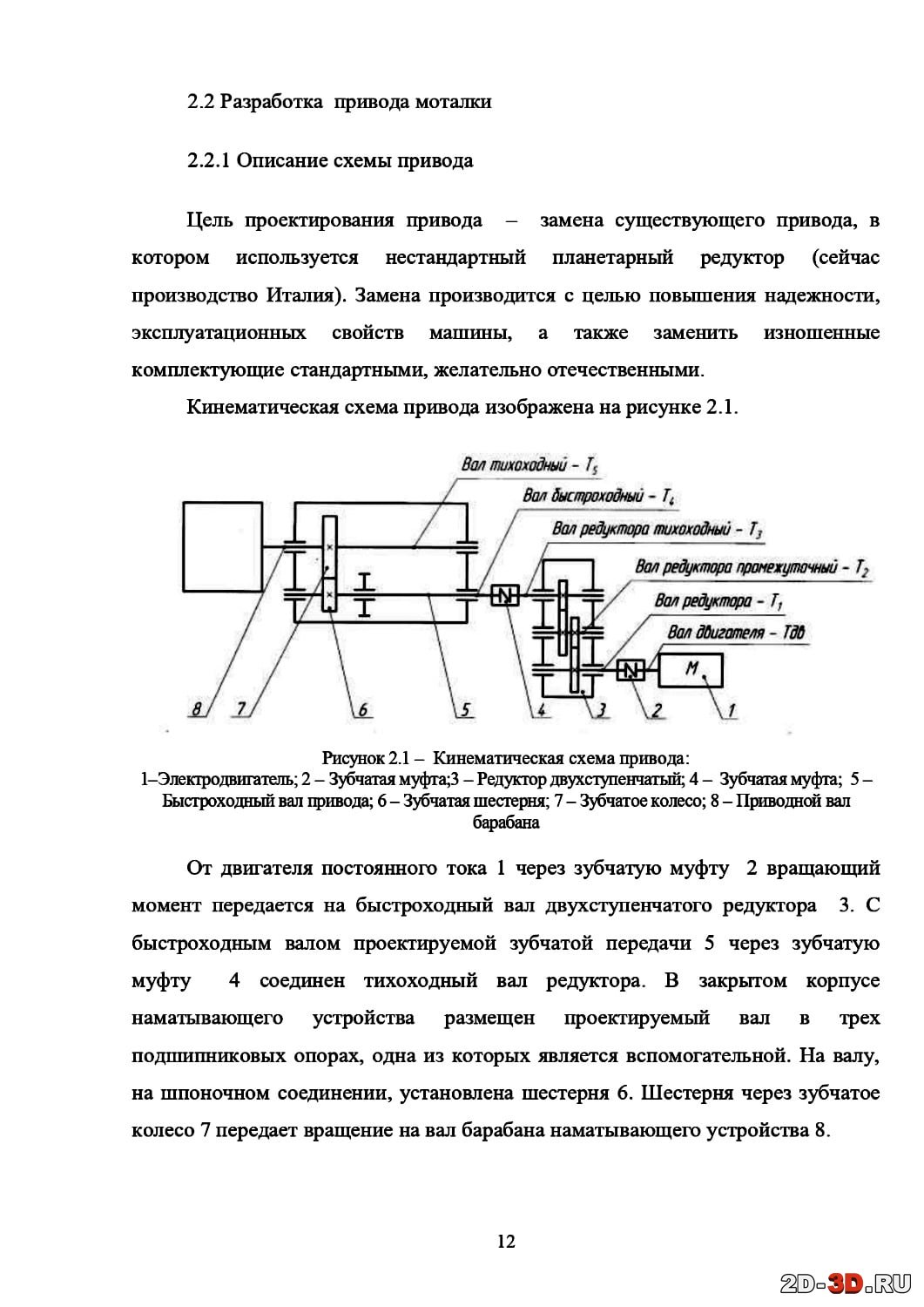
Привод барабана моталки
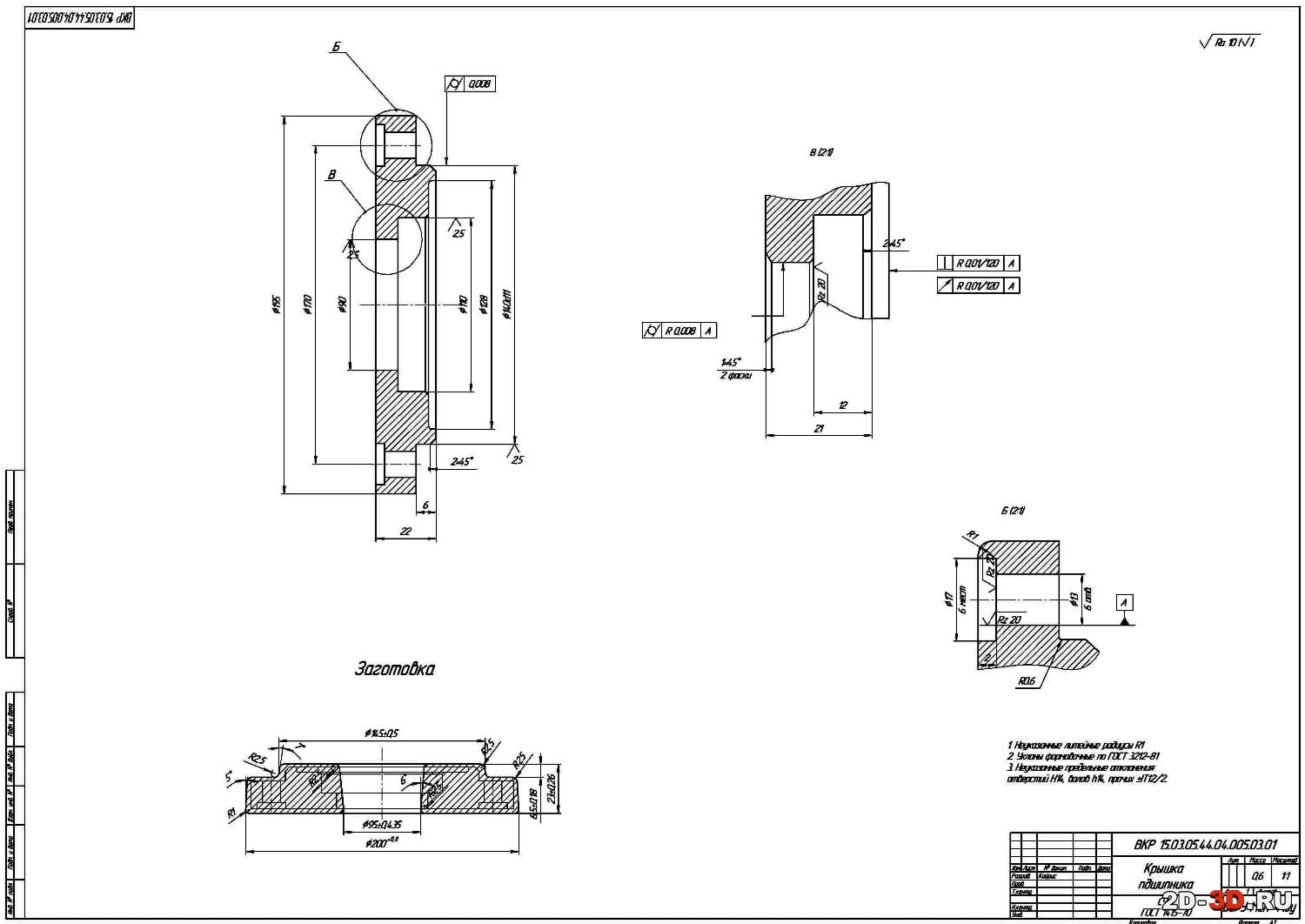
Крышка подшипника
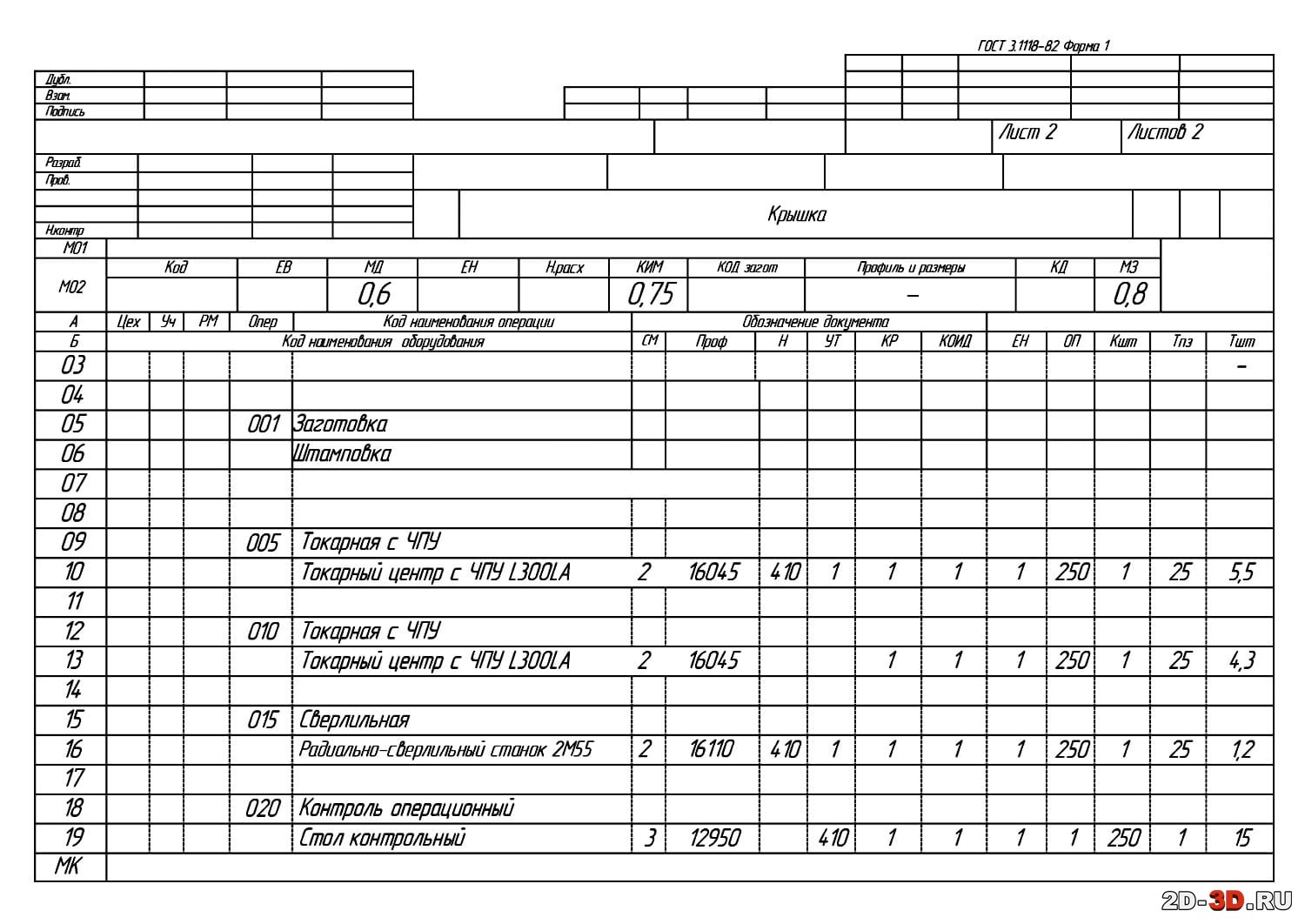
Крышка (заготовка)
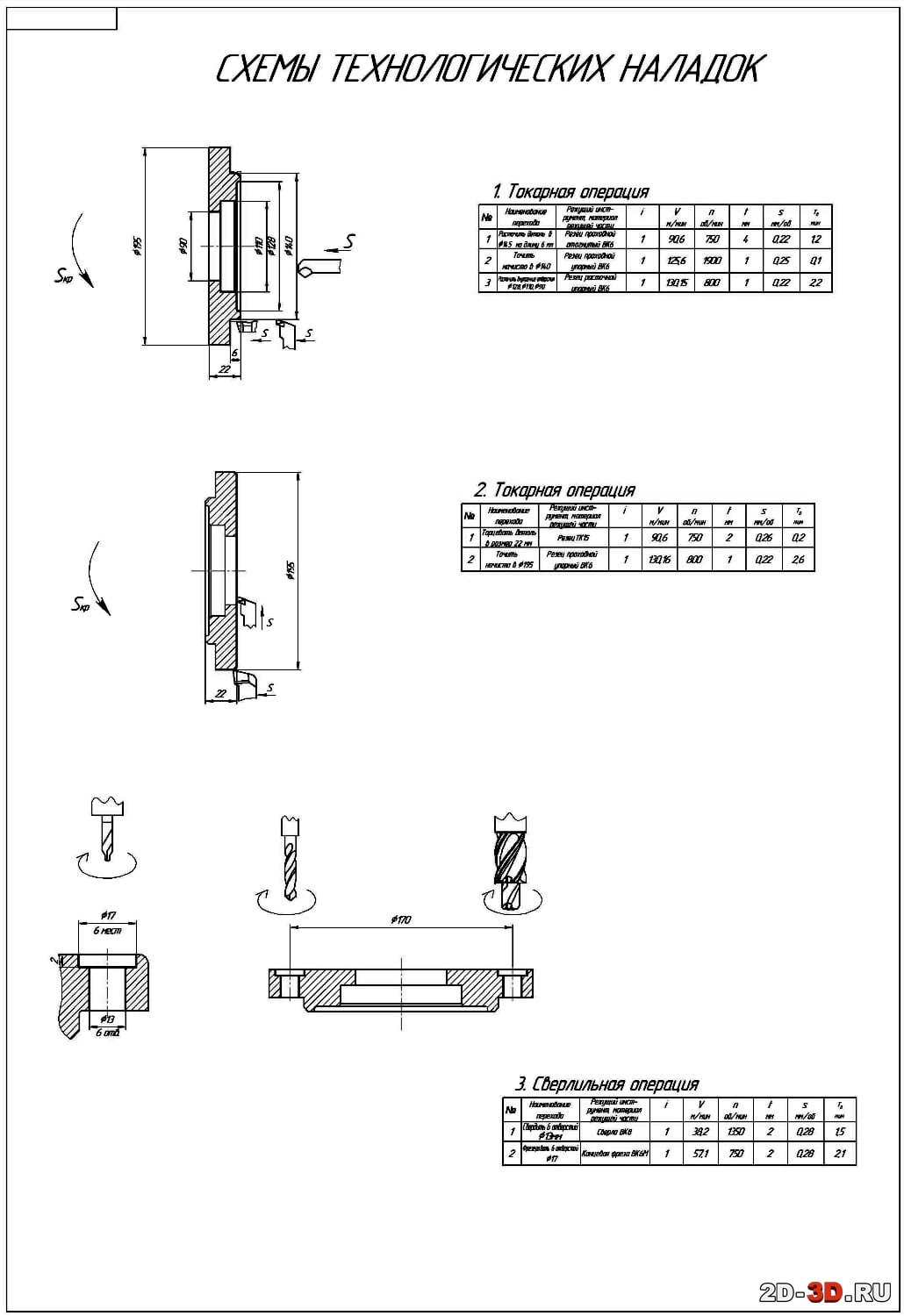
Схема технологических наладок
Список спецификаций:
Стан
Вал приводной
Гидроблок управления
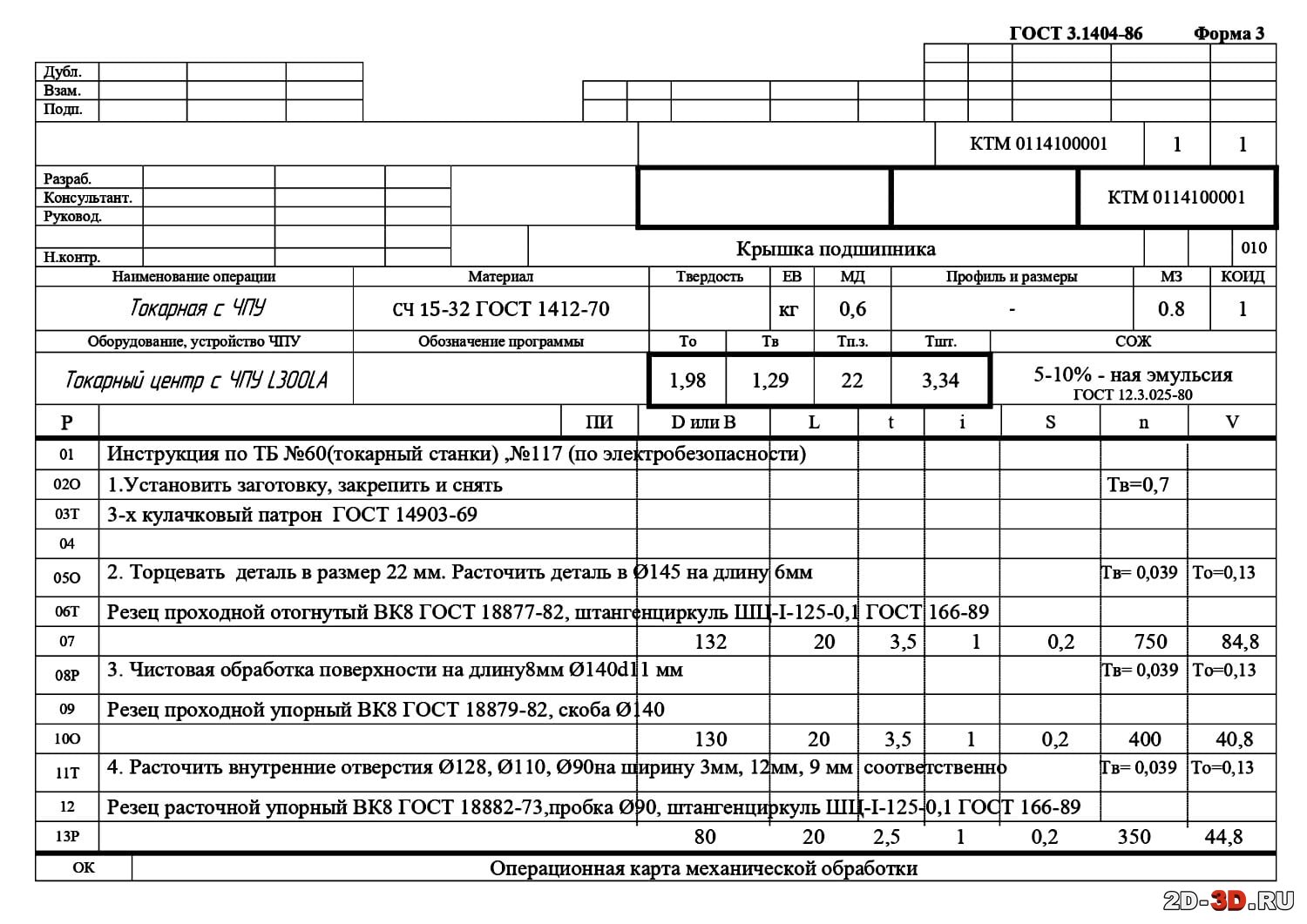
Содержит операционную карту механической обработки, маршрутную карту на изготовление крышки подшипника.
Модернизация мелкосортного стана 250 путем разработки привода наматывающего устройства и разработки следящего гидропривода нажимного устройства.
Рассматриваем мелкосортный стан «250» ПАО Северсталь.
Заготовки сечением 80х680, 100х100 и 106x106 мм, длиной 10 м и массой 340 и 600 кг являются исходным материалом для стана.
В связи с требованиями потребителей на моталке необходима модернизация привода барабана моталки.
В работе рассмотрен вопрос реконструкции.
Выполнено:
разработан привод наматывающего устройства (моталки). Проектирование включало в себя: разработку и описание кинематической схемы привода, выбор стандартного редуктора, расчет и конструирование приводного вала, подбор и расчет подшипников, муфт и шпонок;
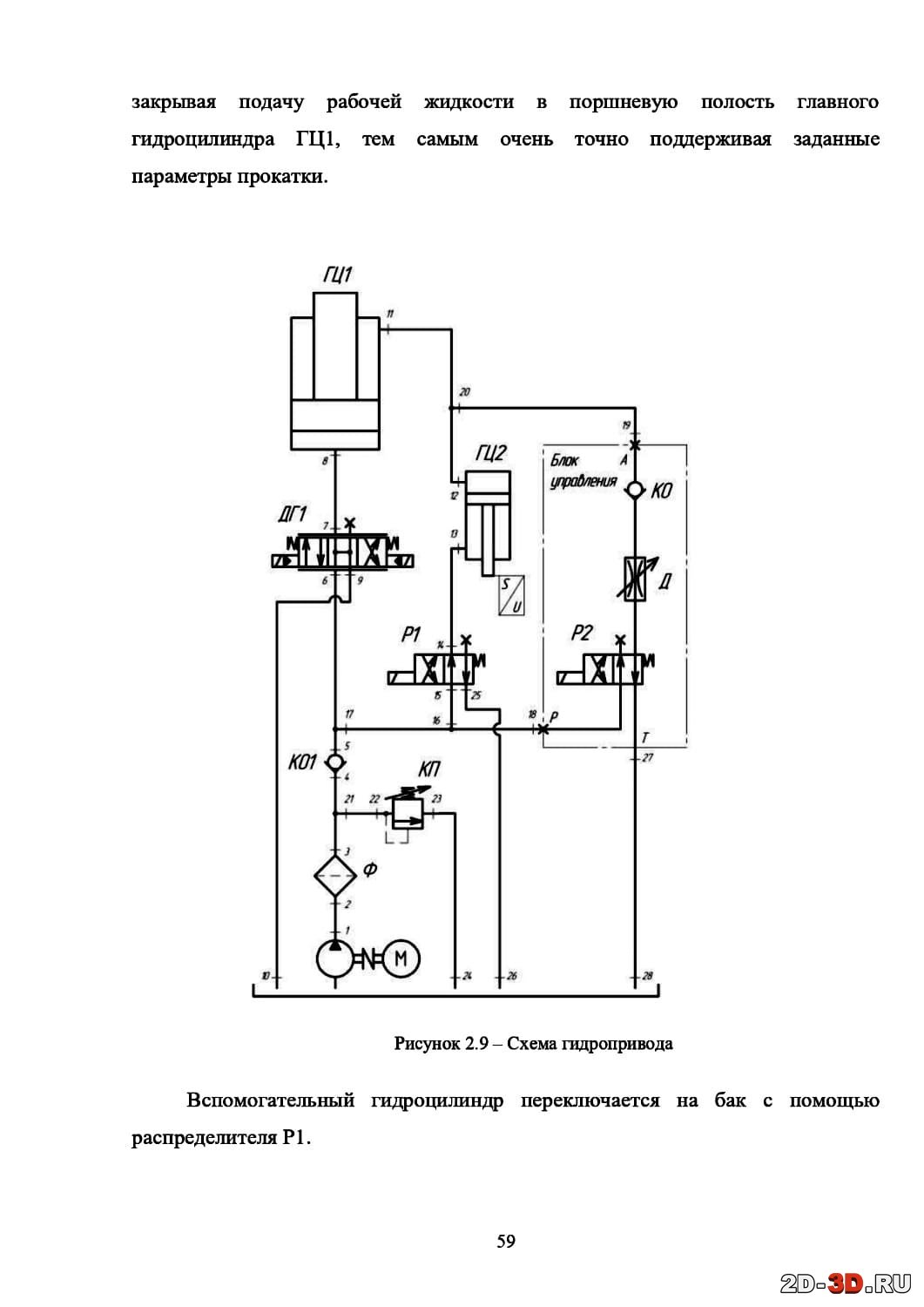
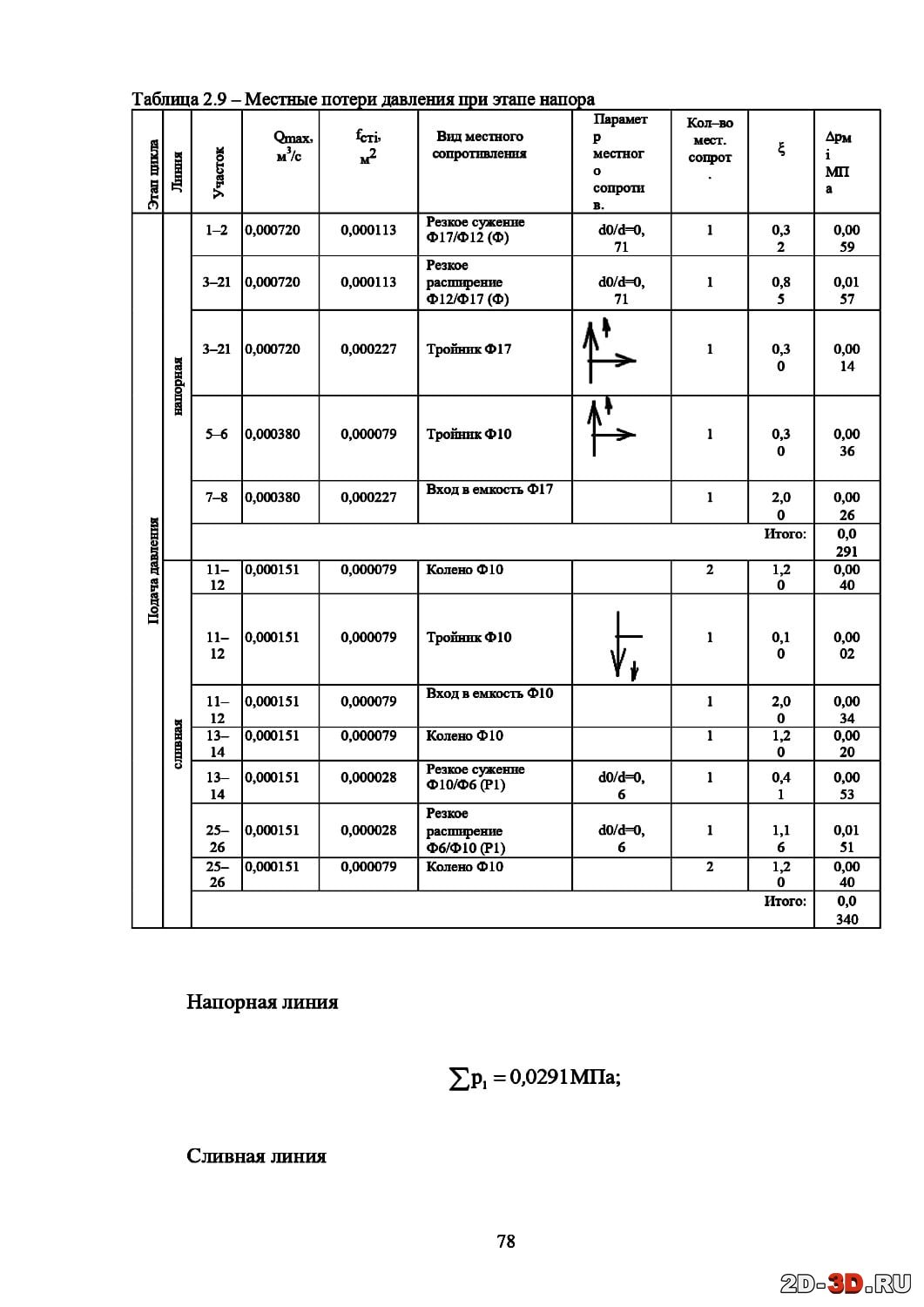
разработан следящий гидропривод нажимного устройства стана 250. В гидроприводе механизма прижима рабочего ролика стана используем гидроцилиндр с односторонним штоком двустороннего действия;
разработан технологический процесс изготовления крышки подшипника;
разработан режущий инструмент для обработки крышки подшипника.
В работе рассмотрены вопросы реконструкции участка моталок стана «250» ПАО «Северсталь» с целью повышения качества продукции и надежности оборудования. Предложенная реконструкция включает в себя усовершенствование механического привода моталок, замену механического привода нажимного устройства на следящий гидропривод,
В ходе реконструкции механического привода барабана моталки рассчитан и спроектирован двухступенчатый цилиндрический редуктор, который обеспечивает высокую надежность механизма, произведен проектный и проверочный расчет основных узлов привода.
Проектирование гидропривода нажимного устройства базируется на применении стандартных узлов, элементов и деталей конструкции. Что повышает надежность в течение срока службы, так как стандарты разрабатывают на основе опыта, а стандартные детали и узлы изготовляют на заводах с автоматизированным производством. И это повышает качество и однородность изделия.
Для поставленных условий для бесперебойной и безаварийной работы прокатного стана, были выполнены проверочные расчеты, результаты которых удовлетворяют. Проведенные расчеты приводят к выводу, что спроектированный гидропривод гарантирует работоспособность сортовой моталки стана 250.
В ходе разработки изготовления крышки подшипника была проработана информация с конструкторского чертежа об изготовляемой детали: материал, форма, качество твердость и поверхности. За счет чего выбрали наиболее рациональный способ изготовления заготовки и ее обработки, и разработали маршрут изготовления. Согласно маршруту по каталогам выбрали необходимое оборудование, приспособления, инструмент, параметры режимов резания. Основные данные, для организации производства детали приведены в схемах технологических наладок и операционных картах.
Реконструкция участка моталок стана 250 позволит производить продукцию высокого качества, значительно снизить количество брака и второго сорта, снизить аварийные простои, уменьшить эксплуатационные расходы.


 Модернизация механизма перемещения валков рабочей клети прошивного стана
Модернизация механизма перемещения валков рабочей клети прошивного стана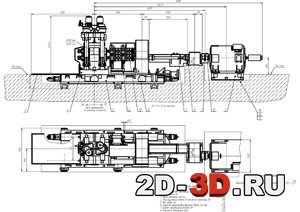 Модернизация комбинированного редуктора вертикальной клети стана 500
Модернизация комбинированного редуктора вертикальной клети стана 500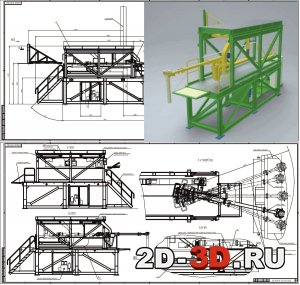 Манипулятор подачи трубы В КИСЛОРОДНО-конвертерном цехе Магнитогорского металлургического комбината
Манипулятор подачи трубы В КИСЛОРОДНО-конвертерном цехе Магнитогорского металлургического комбината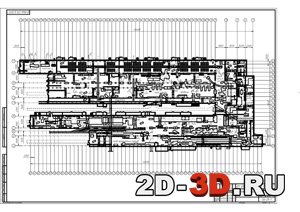 Цех холодного проката ОАО ММК им. Ильича
Цех холодного проката ОАО ММК им. Ильича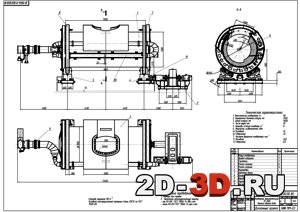 Конвертер горизонтальный КГ-80Ц
Конвертер горизонтальный КГ-80Ц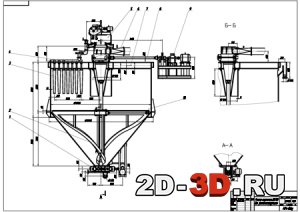 Реконструкция привода фильтра-сгустителя диаметр 5750
Реконструкция привода фильтра-сгустителя диаметр 5750