Модернизация агрегата для формования многопустотных изделий Дипломный проект с расчетами и чертежами в редактируемых форматах
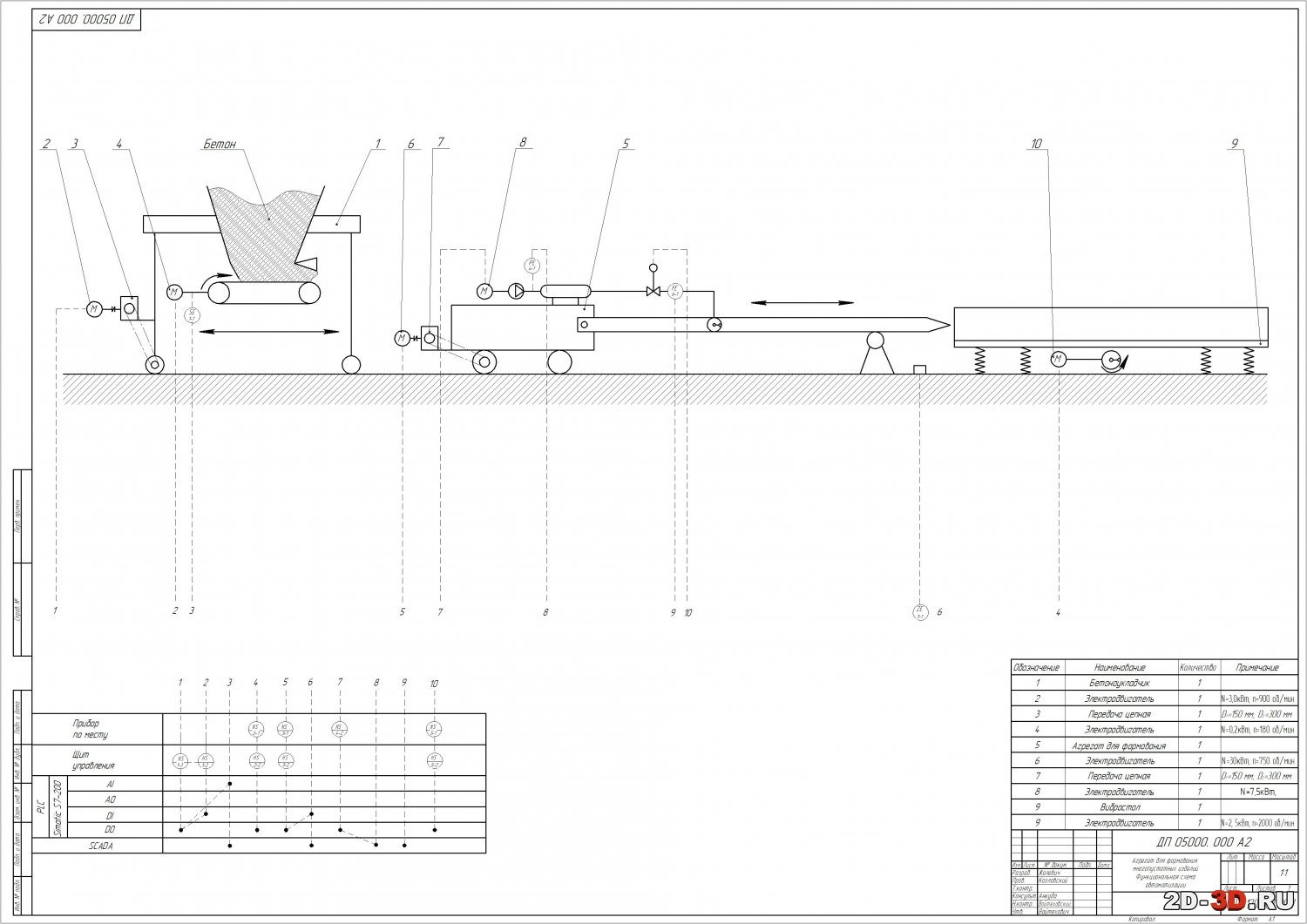
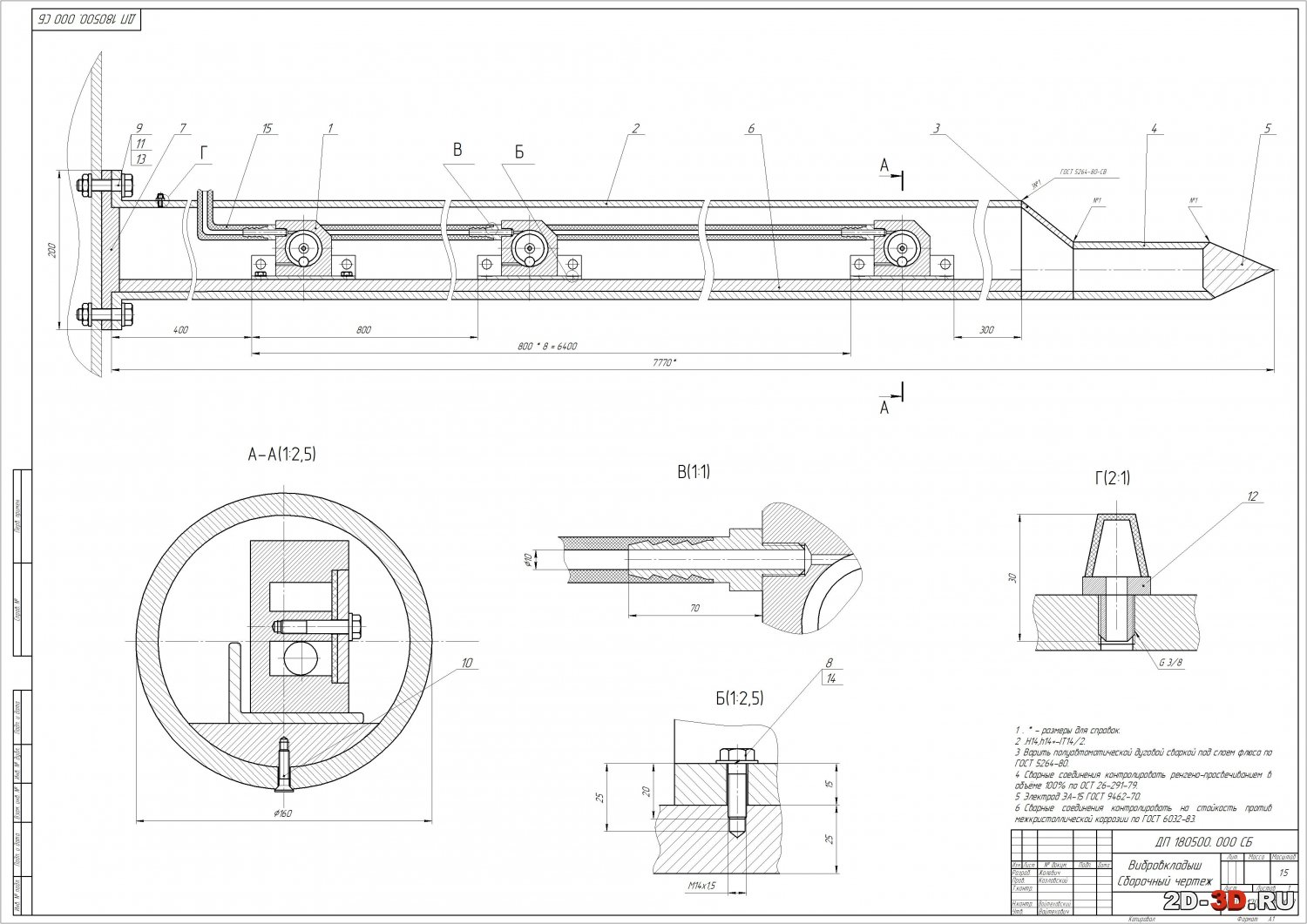
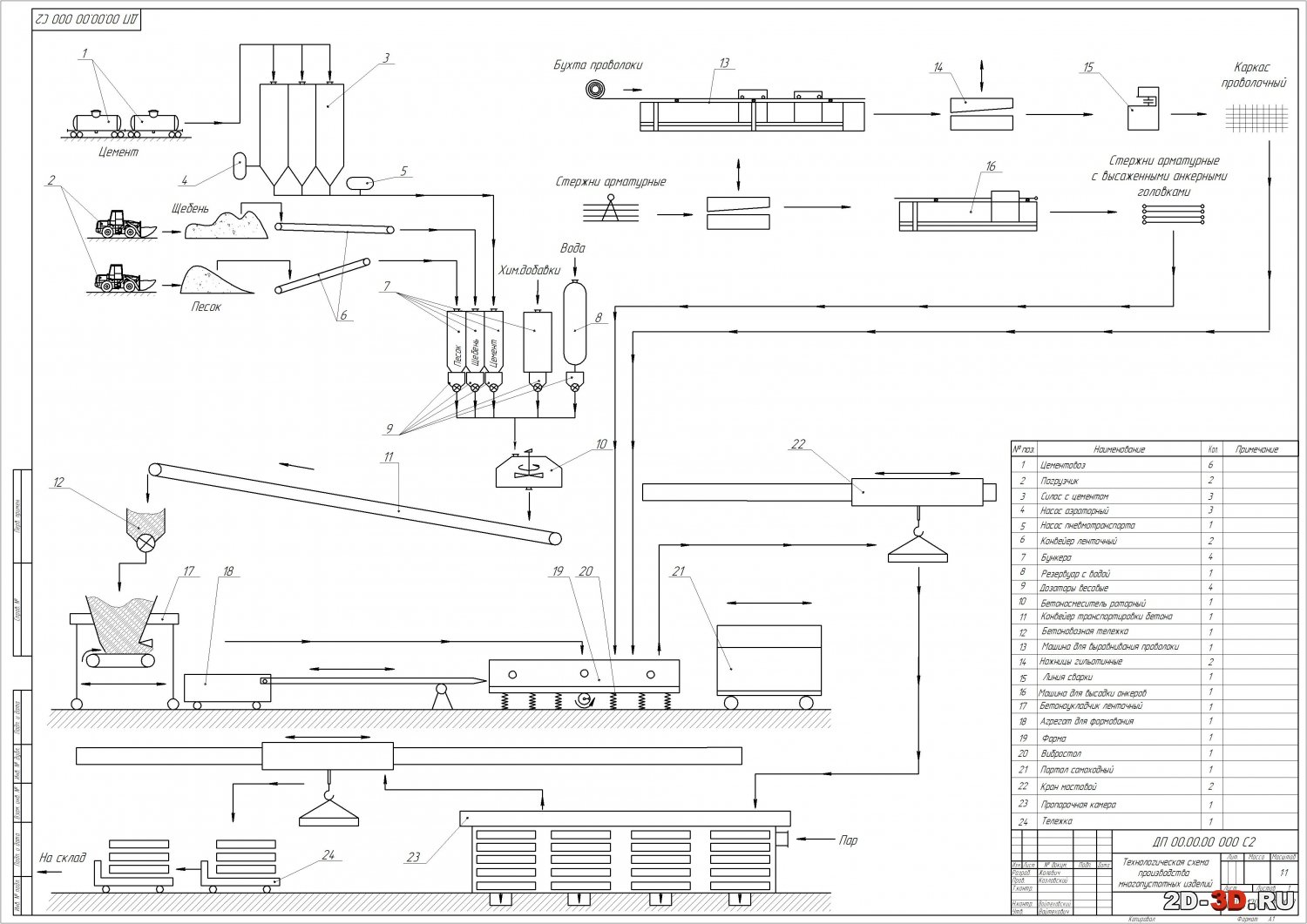
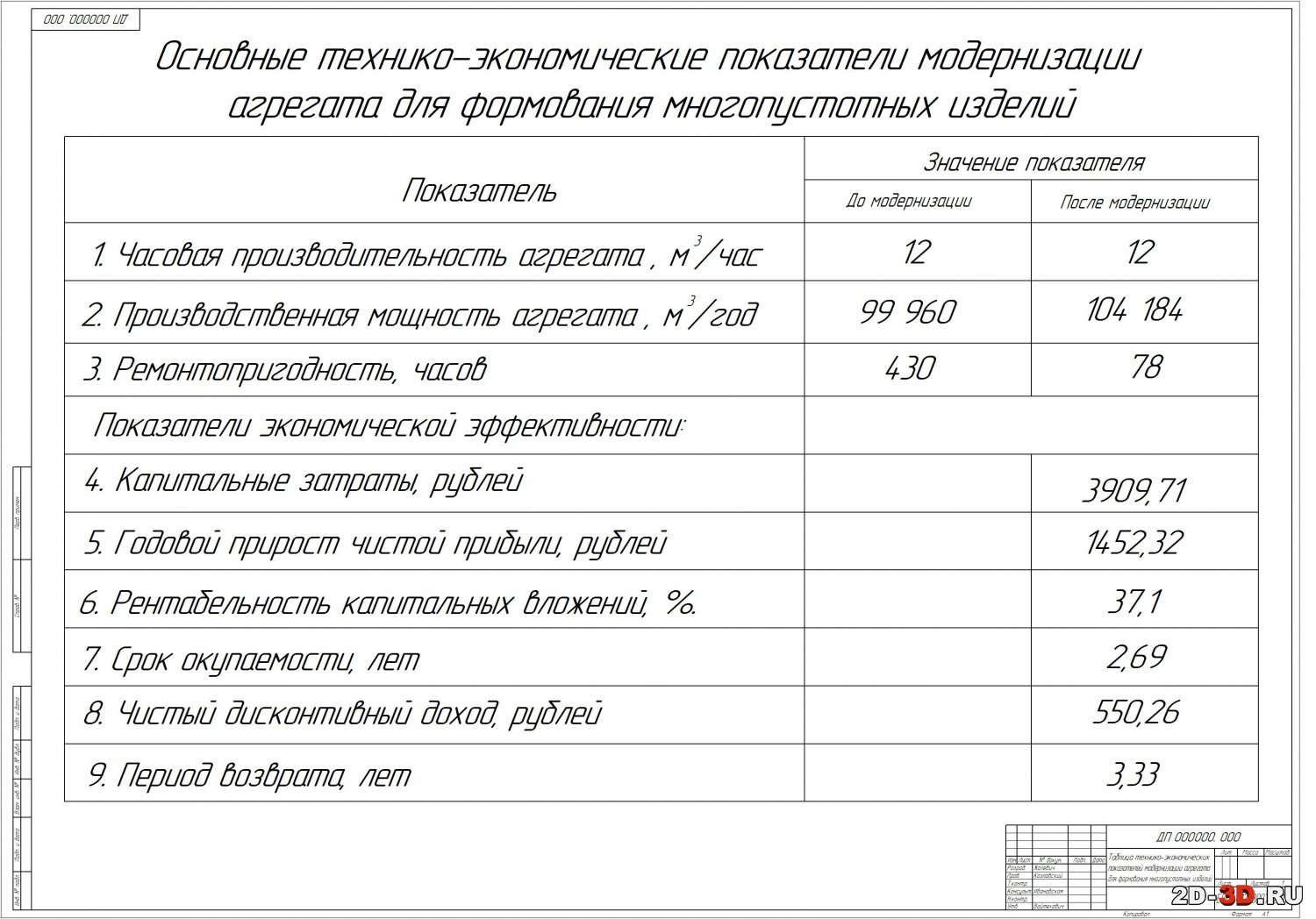
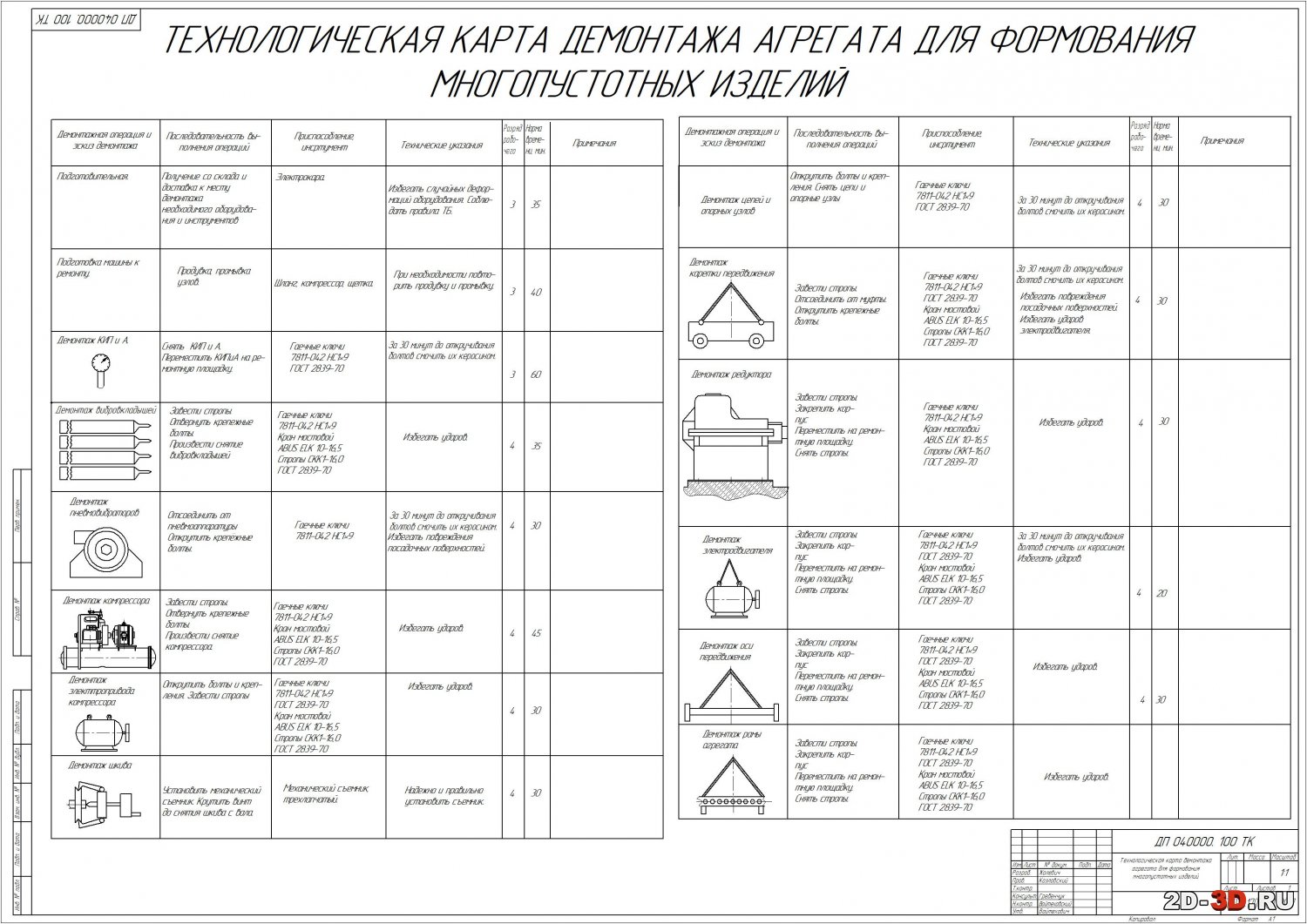
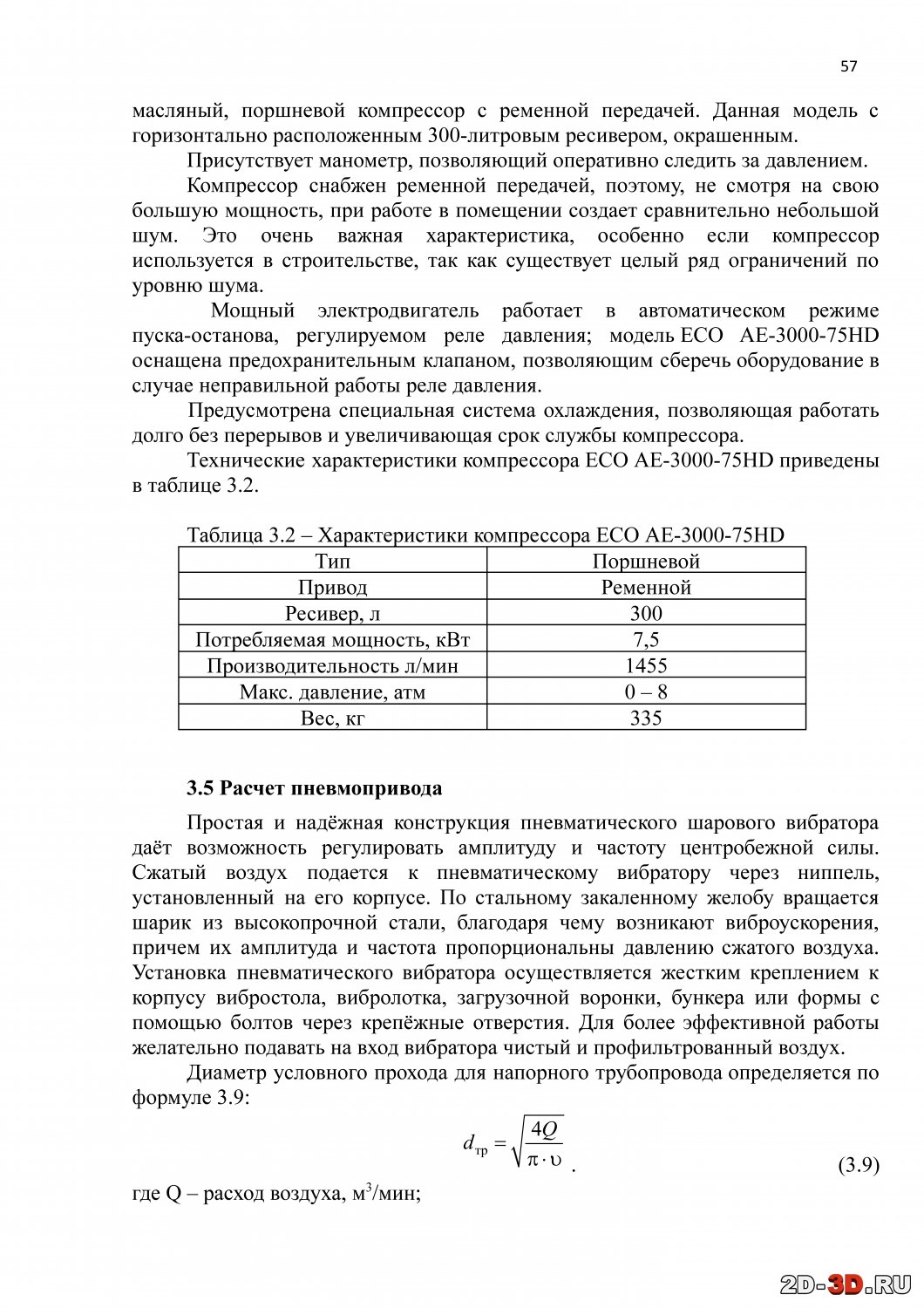
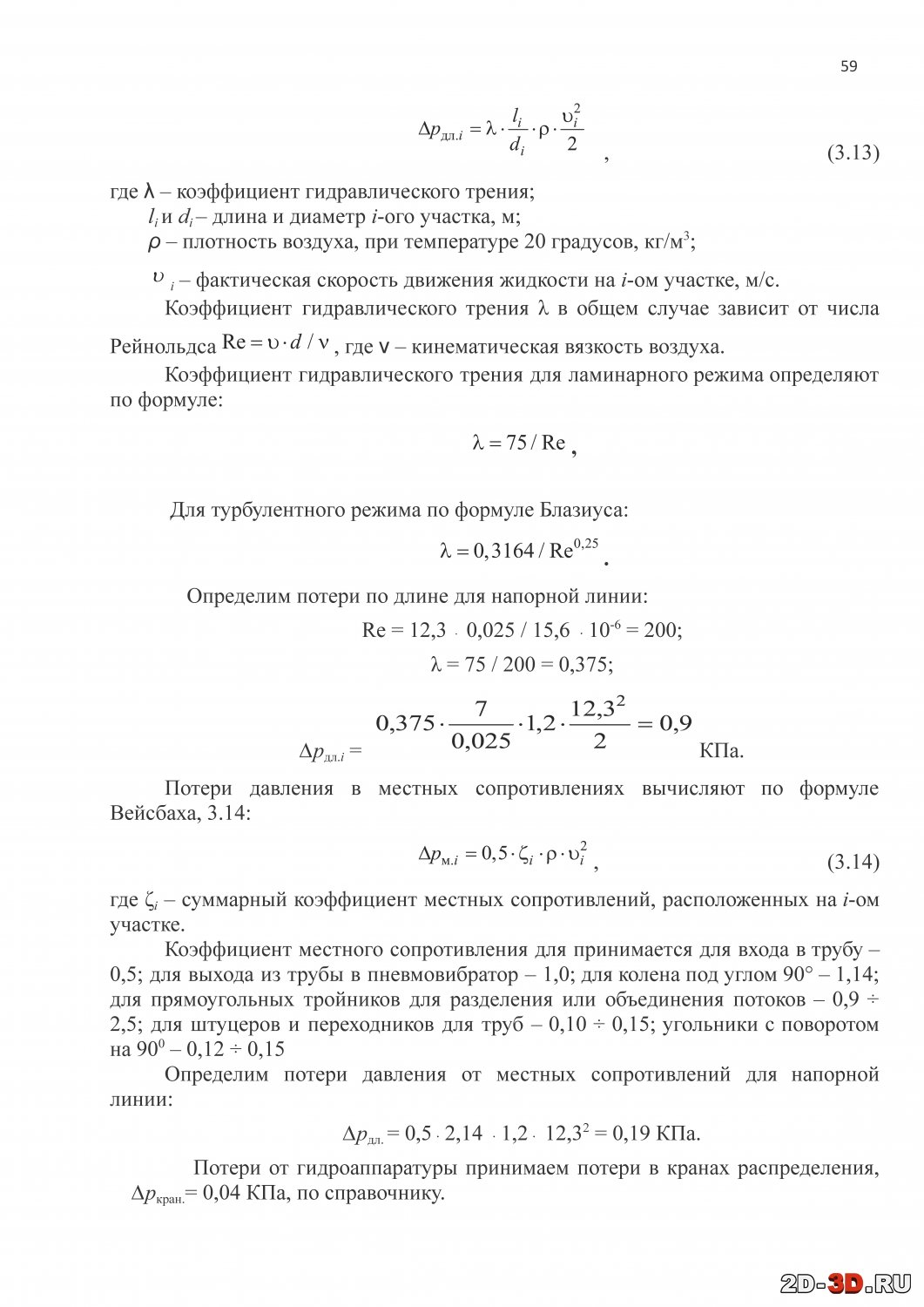
В дипломном проекте рассмотрена тема модернизации агрегата для формования многопустотных изделий на заводе по производству железобетонных конструкций. В разделе «Технология и оборудование производства» освещается процесс изготовления многопустотных плит перекрытия по агрегатно-поточной схеме, который начинается с подготовки бетонной смеси и арматуры, последующей формовки и тепло влажностной обработки. После чего готовая плита поступает на склад готовой продукции. Приведена технологическая схема производства. В разделе «Объект модернизации» рассмотрены существующие конструкции формующих агрегатов. Приведены их принципы работы. Детально рассмотрен объект дипломного проектирования: приведены схемы узлов, дана кинематическая схема агрегата, приведены технические характеристики. Дано предложение по модернизации агрегата, изменения типа вибровозбудителя, дан обзор существующих вибровозбудителей. К проекту применены пневматические вибраторы, которые увеличат продолжительность работы без ремонтов. В разделе «Расчет и конструирование агрегата для формования многопустотных изделий» приведен расчет кинетического момента для создания колебаний при уплотнении, по итогу подобран пневмовибратор ПШВ 41 (NST VS-41). К вибратору подобран компрессор ECO AE-3000-75HD. Приведены расчеты пневмолиний, рассчитаны гидравлические потери: местные и по длине. Составлена схема пневмопривода. В подразделе прочностных расчетов рассчитана цепная передача толкателя. В разделе «Эксплуатация и ремонт агрегата для формования многопустотных изделий» рассмотрен агрегат по ремонтных узлам, приведены работы, выполняемые при ремонтах. Приведен перечень контрольно-регулировочных работ, составлен график ППР, составлен сетевой график капитальных ремонтов. Составлена карта смазки, указаны возможные неисправности и их устранение. Составлена технологическая схема демонтажа агрегата. В разделе «Автоматика и электропривод» приведена функциональная схема с учетом модернизации. Благодаря автоматическим средствам регулируется подача воздуха в пневмовибраторы, тем самым регулируется амплитуда. В разделе связана работа агрегата для формования многопустотных изделий с бетоноукладчиком и вибростолом, тем самым управляя их работой достигая синхронности. В разделе «Мероприятия по охране труда и безопасности жизнедеятельности» приведен анализ потенциально опасных и вредных производственных факторов, пожаро- и взрывобезопасности при работе агрегата для формования многопустотных изделий, а также разработаны инструкция и мероприятия по обеспечению безопасных и здоровых условий труда. В экономическом разделе произведены расчеты капитальных затрат на модернизацию агрегата для формования многопустотных изделий, прироста чистой прибыли, срока окупаемости капитальных затрат, рентабельности. При проведении модернизации увеличился срок без ремонтов, так как пневматические вибраторы не требуют смазки, настройки. Не имеют движимых частей. Просто демонтируются из вибровкладыша. Легкая возможность регулировки амплитуды колебаний.
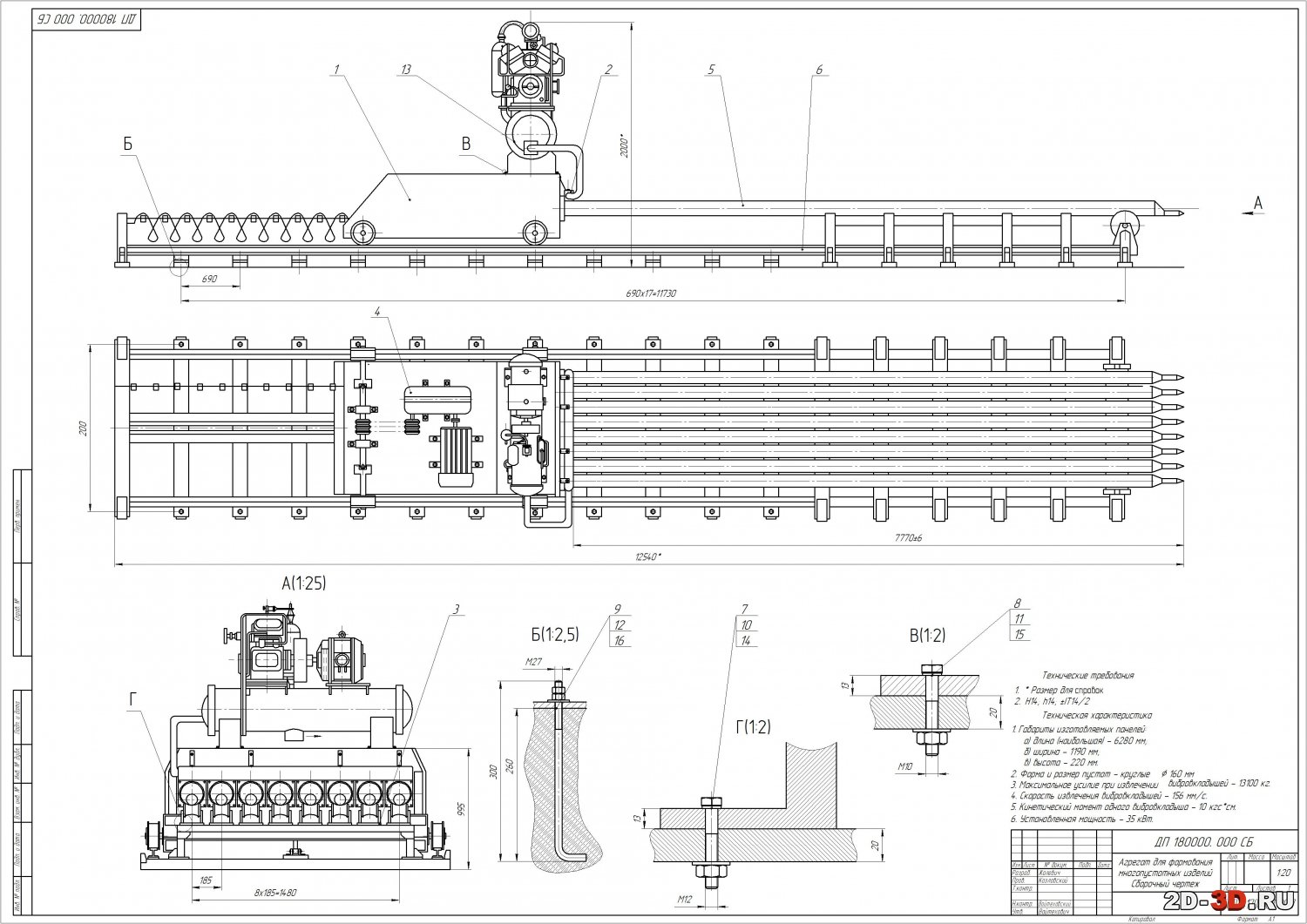
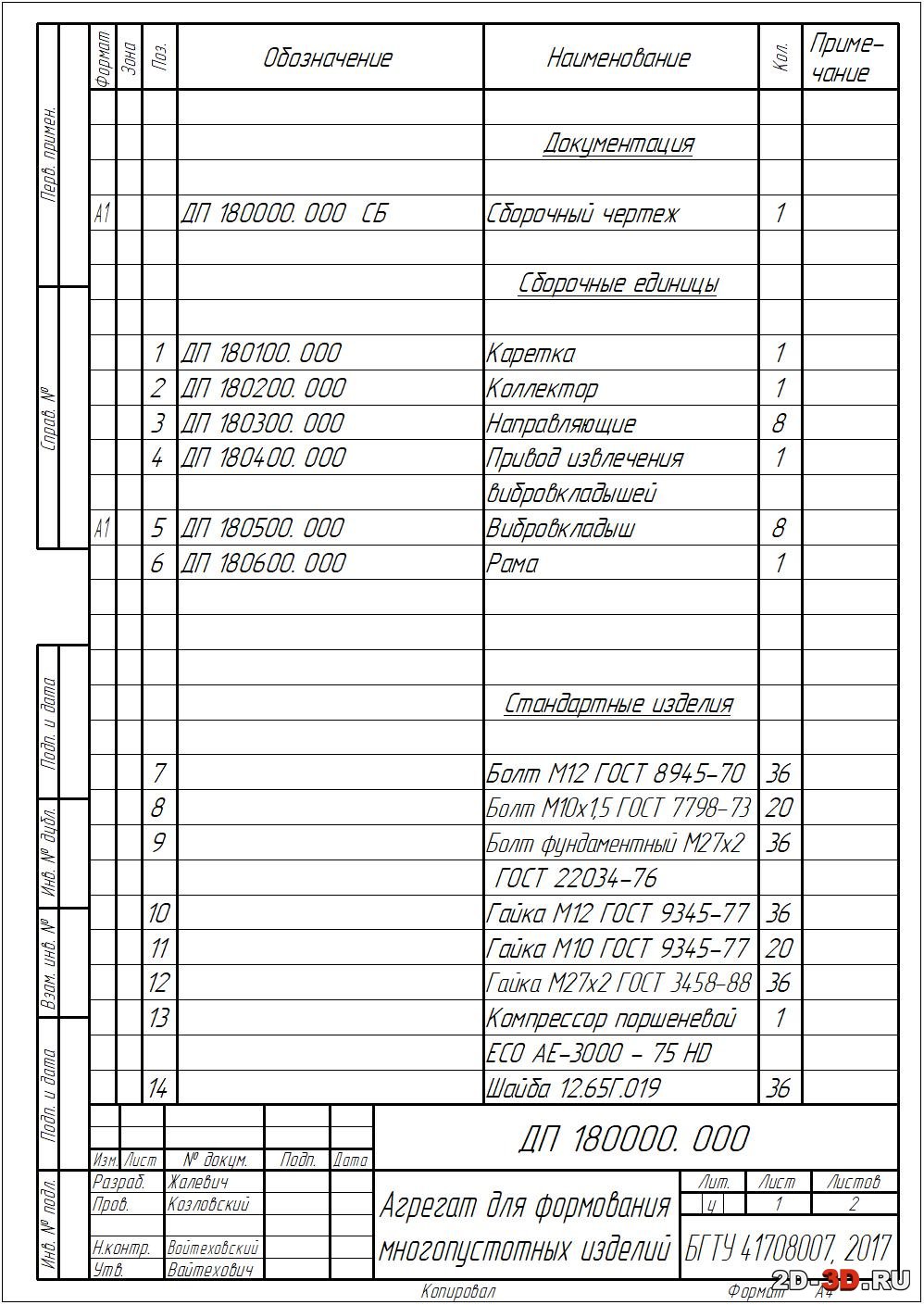
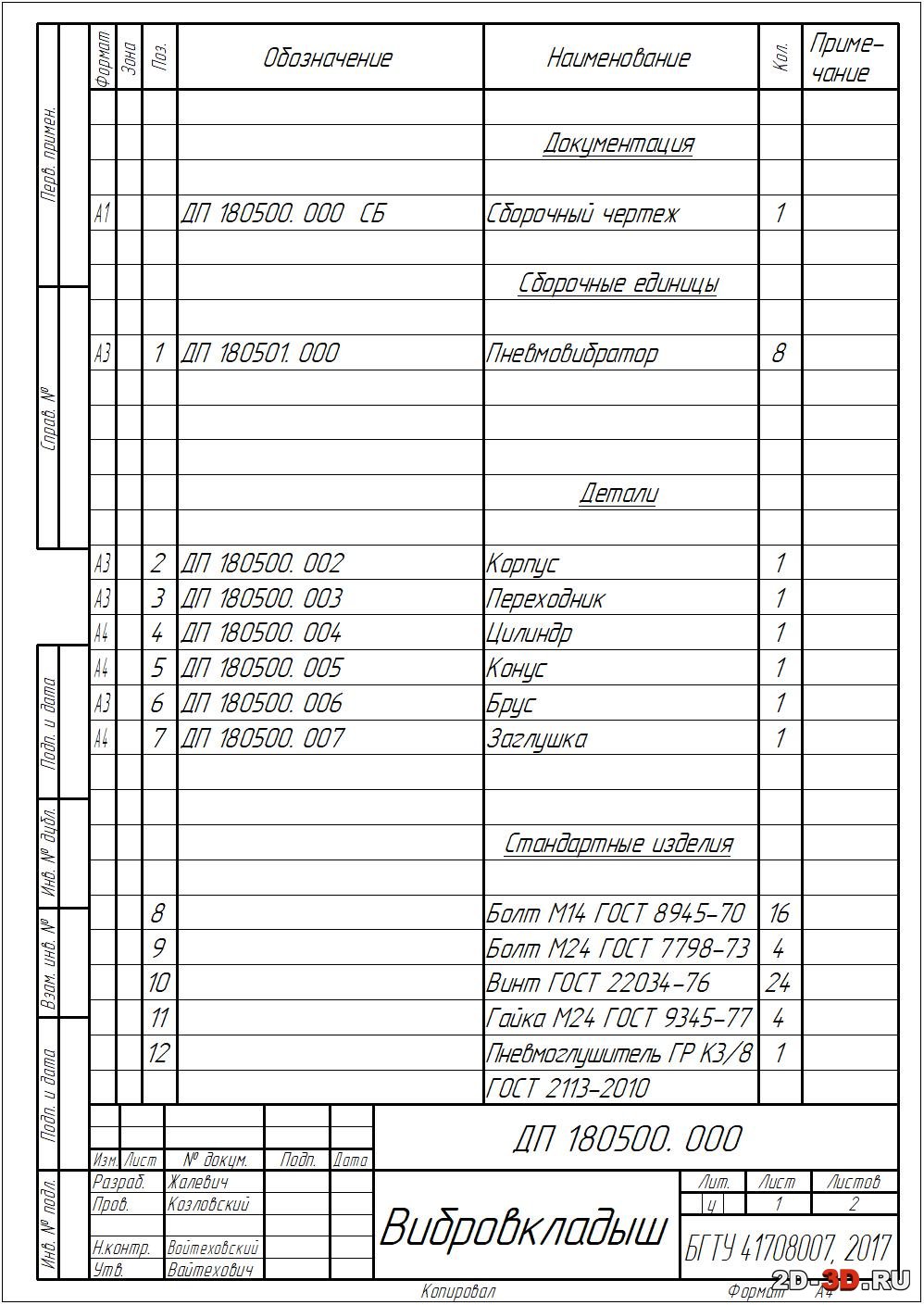
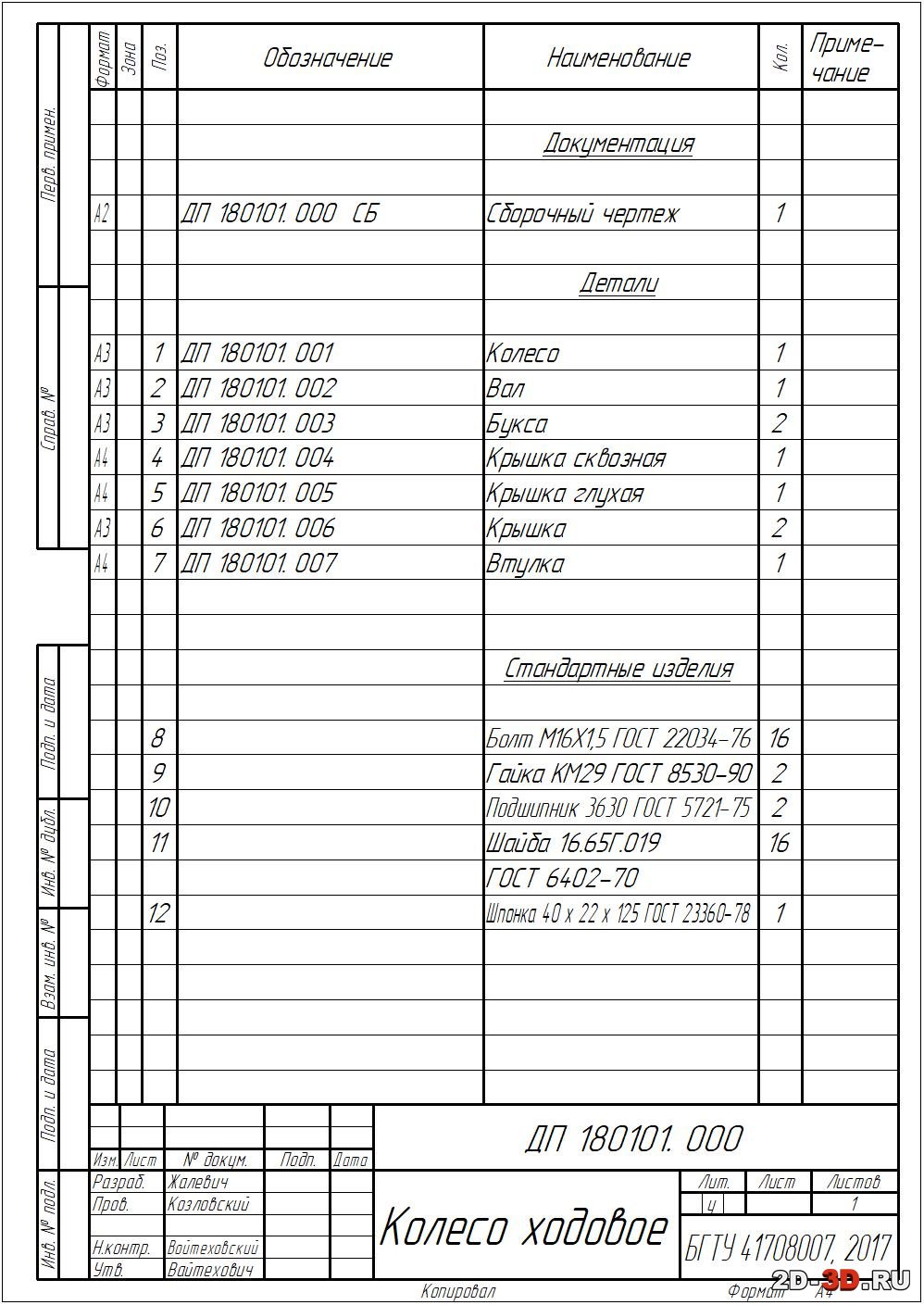
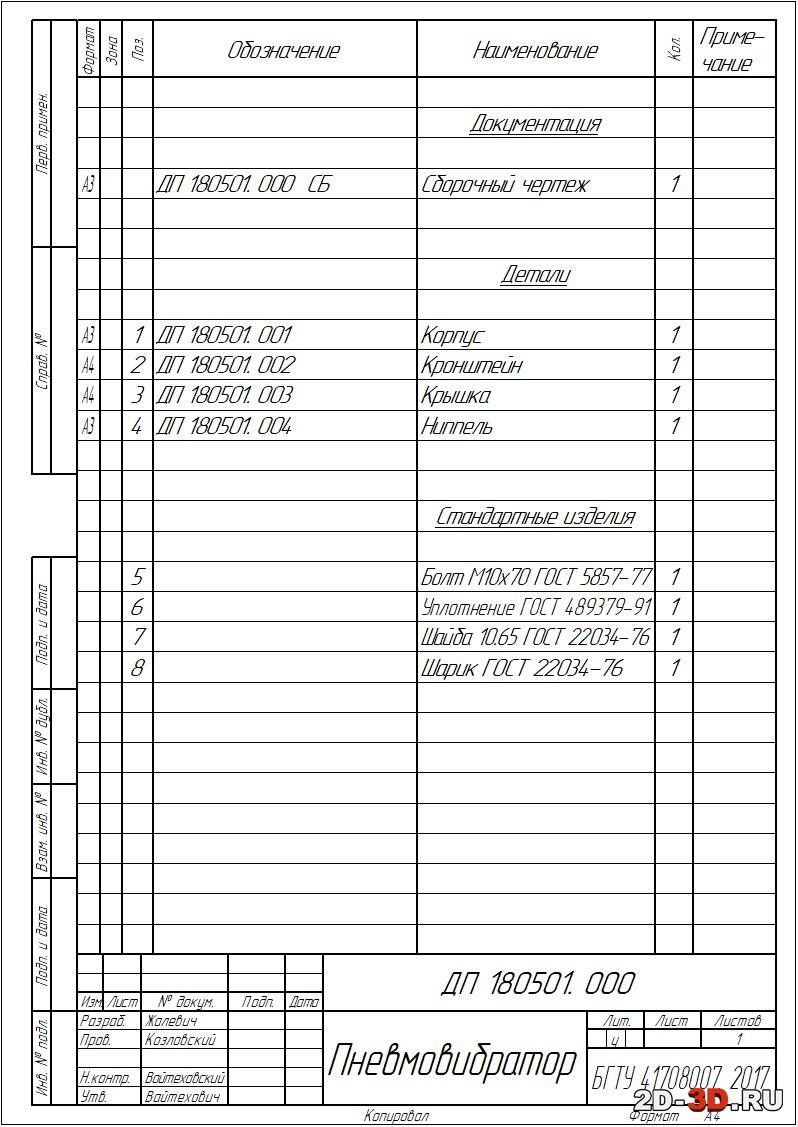
Список чертежей в формате cdw Компас-3D: 1) Агрегат для формования многопустотных изделий, сборочный чертёж со спецификацией; 2) Технологическая схема производства многопустотных изделий; 3) Таблица технико-экономических показателей модернизации агрегата для формования многопустотных изделий; 4) Технологическая карта демонтажа агрегата для формования многопустотных изделий; 5) Агрегат для формования многопустотных изделий, функциональная схема автоматизации; 6) Букса (колесо); 7) Вал (колесо); 8) Втулка (колесо); 9) Колесо ходовое, сборочный чертеж со спецификацией; 10) Колесо; 11) Крышка сквозная (колесо); 12) Крышка глухая (колесо); 13) Крышка (колесо); 14) Корпус (пневмовибратор); 15) Кронштейн (пневмовибратор); 16) Крышка (пневмовибратор); 17) Ниппель (пневмовибратор); 18) Пневмовибратор, сборочный чертеж со спецификацией ; 19) Брус (пустотообразователь); 20) Вибровкладыш, сборочный чертеж со спецификацией; 21) Заглушка (пустотообразователь); 22) Конус (пустотообразователь); 23) Корпус (пустотообразователь); 24) Переходник (пустотообразователь); 25) Цилиндр (пустотообразователь).
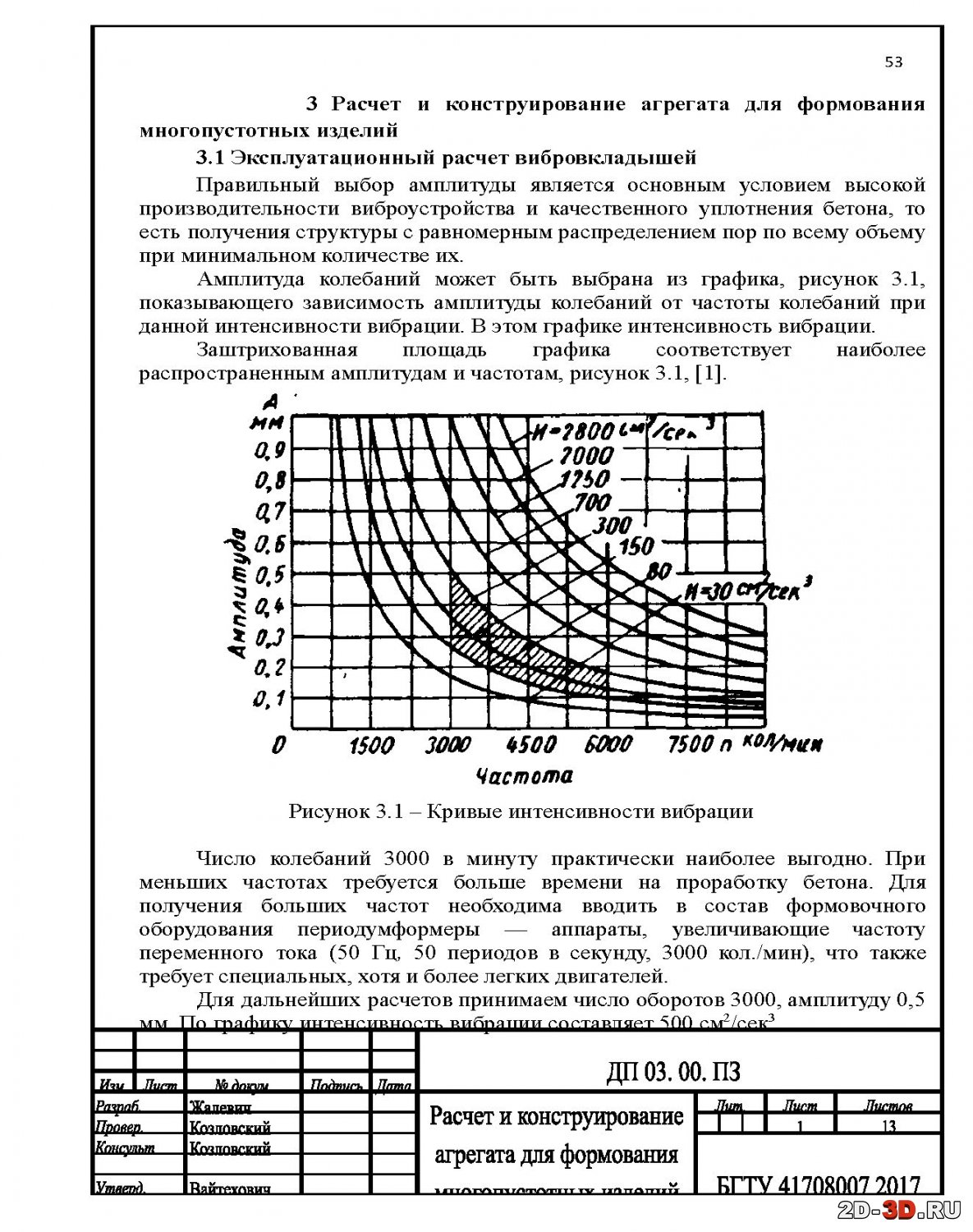
Содержание расчетно-пояснительной записки: Введение 1 Технология и оборудование производства многопустотных изделий 1.1 Технология производства многопустотных изделий 1.1.1 Складирование и хранение сырьевых материалов 1.1.2 Подготовка бетонной смеси 1.1.3 Технологический процесса заготовки арматурных стержней 1.1.4 Технологический процесс производства многопустотных изделий 1.2 Оборудование при производстве многопустотных изделий 2 Объект модернизации 2.1 Строеение и принцип действия модернизируемого агрегата 2.2 Основные направления модернизации 2.3 Обоснование модернизации 3 Расчет и конструирование агрегата для формования многопустотных изделий 3.1 Эксплуатационный расчет вибровкладышей 3.2 Расчет основных параметров вибровкладышей 3.3 Подбор пневмовибратора 3.4 Подбор компрессора 3.5 Расчет пневмопривода 3.6 Составление схемы пневмопривода 3.7 Расчет цепного толкателя для ввода и вывода вибровкладышей 3.8 Расчет вала цепного толкателя на кручение 4 Эксплуатация и ремонт агрегата 4.1 Описание конструкции агрегата по ремонтным узлам 4.2 Перечень работ, выполняемых при текущем и капитальном ремонтах 4.3 Контрольно-регулировочные работы 4.4 Составление графика ППР 4.5 Составление сетевого графика капитального ремонта 4.6 Расчет параметров технологических операций воостановления корпуса 4.7 Разработка схемы и карты смазки 4.8 Основные неисправности и методы их устранения 5 Автоматизация и электропривод 5.1 Обоснование и выбор параметров процесса, подлежащих контролю и регулированию 5.2 Выбор технический средств автоматизации 5.2.1 Общие сведения 5.2.2 Выбор приборов 5.3 Разработка функциональных схем автоматизации 5.3.1 Методика составления функциональной схемы 5.3.2 Описание работы систем автоматического контроля и регулирования 5.4 Расчет погрешности измерения 6 Мероприятия по охране труда и безопасности жизнедеятельности 6.1 Мероприятия по охране труда 6.1.1 Анализ опасных и вредных производственных факторов производства 6.1.2 Оценка соответствия модернизируемого агрегата требованиям безопасности и эргономики 6.1.3 Инженерные решения по обеспечению безопасности модернизируемого аппарата 6.1.4 Инструкция по безопасной эксплуатации 6.2 Мероприятия по безопасности жизнедеятельности 6.2.1 Оценка потенцально опасных источников возникновения чрезвычайных ситуаций 7 Экономический раздел 7.1 Расчет капитальных затрат на модернизацию 7.2 Расчет эксплуатационных расходов 7.3 Расчет показателей экономической эффективности 7.4 Оценка экономической эффективности инвестиционных вложений 7.5 Расчет срока окупаемости инвестиций Заключение Перечень графического материала Список использованных источников Приложение А. Спецификация
Производство строительных материалов является важным сектором экономики страны, имеет развитую структуру и в значительной степени обеспечивает нужды внутреннего строительства. Вместе с тем данный сектор характеризуется большим потреблением энергетических ресурсов, затратами на производство и высоким уровнем материалоемкости. Высоким остается удельный вес использованного импортного сырья, материалов, покупных изделий и топлива в затратах на производство продукции. Строительство и реконструкция зданий и сооружений отраслей народного хозяйства требует большого количества изделий из сборного железобетона. Для выполнения этой задачи необходимо частично или полностью механизировать это производство, а также усовершенствовать его. Формовочная машина необходима при изготовлении панелей из железобетона для перекрытий всех типов сооружений. Ее задача – сформировать в панелях пустоты пока выстаивается малоподвижная бетонная смесь. Формовочная профессиональная машина марки имеет параметр УХЛ-4, поэтому обязательно должна монтироваться в цехе, где температура может регулироваться, а также где нет воздействия влаги, прямого солнца, пыли. Механизм для формирования пустот располагается на каркасе из упрочненного металла. Чтобы пустоты были качественными, необходимо сделать бетон плотным за счет удаления воздуха благодаря вибрации. Привод механического типа каретки легок в обслуживании. Каретка имеет сварную раму и ходовые колеса, движущие пустообразователи. Агрегат для формования многопустотных изделий предназначен для образования пустот, по ГОСТу 9561-76, в панелях перекрытий, размером 7×1,5×0,22 м, в процессе их изготовления, применяемых при строительстве жилых, гражданских и промышленных зданий.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ Учреждение образования «БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ» БГТУ Факультет Химической технологии и техники Кафедра Машины и аппараты химических и силикатных производств







 Завод железобетонной конструкции с технологической линией по производству элементов каркасного домостроения - колонн и ригелей
Завод железобетонной конструкции с технологической линией по производству элементов каркасного домостроения - колонн и ригелей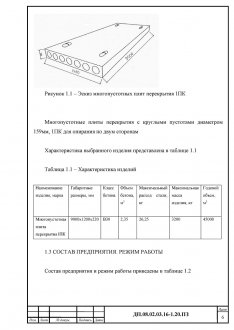 Производство многопустотных плит перекрытия пояснительная записка от учебного проекта
Производство многопустотных плит перекрытия пояснительная записка от учебного проекта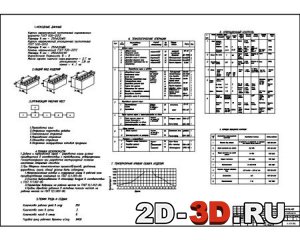 Производство кирпича на отходах углеобогащения
Производство кирпича на отходах углеобогащения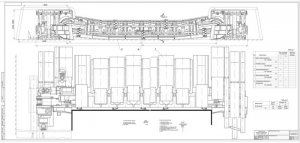 Агрегат Ф1
Агрегат Ф1 Цех холодного проката ОАО ММК им. Ильича
Цех холодного проката ОАО ММК им. Ильича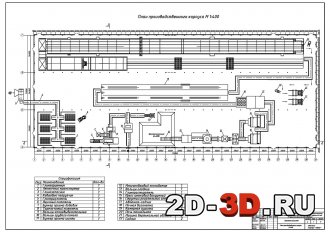 Проектирование завода по производству крупноформатного керамического камня
Проектирование завода по производству крупноформатного керамического камня