
| Тип проекта | Учебный | Кол-во листов (чертежей) |
| Формат | AutoCAD, Word, dwg, doc | 121 (10) |
Проектирование шевера
Дипломный проект

Список чертежей: шевер дисковый, наладка инструментальная, протяжка шпоночная, сверло, станочное приспособление, маршрутный техпроцесс, операционный техпроцесс, методы контроля спроектированного инструмента, технико-экономические показатели, патентно-информационный поиск, графики загрузки оборудования, спецификация (станочное приспособление).
В данном дипломном проекте был разработан технологический процесс изготовления червячной дискового косозубого шевера для чистовой обработки зубчатых колес с модулем 4 и числом зубьев 50.
Заготовку для изготовления фрезы получаем штамповкой на КГШП.
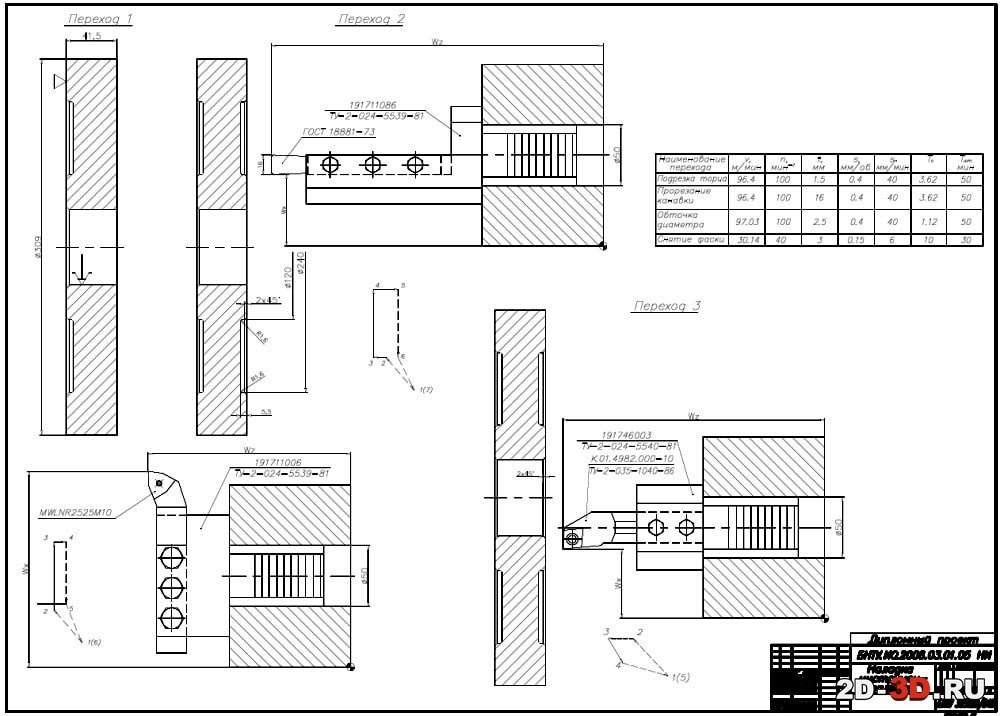
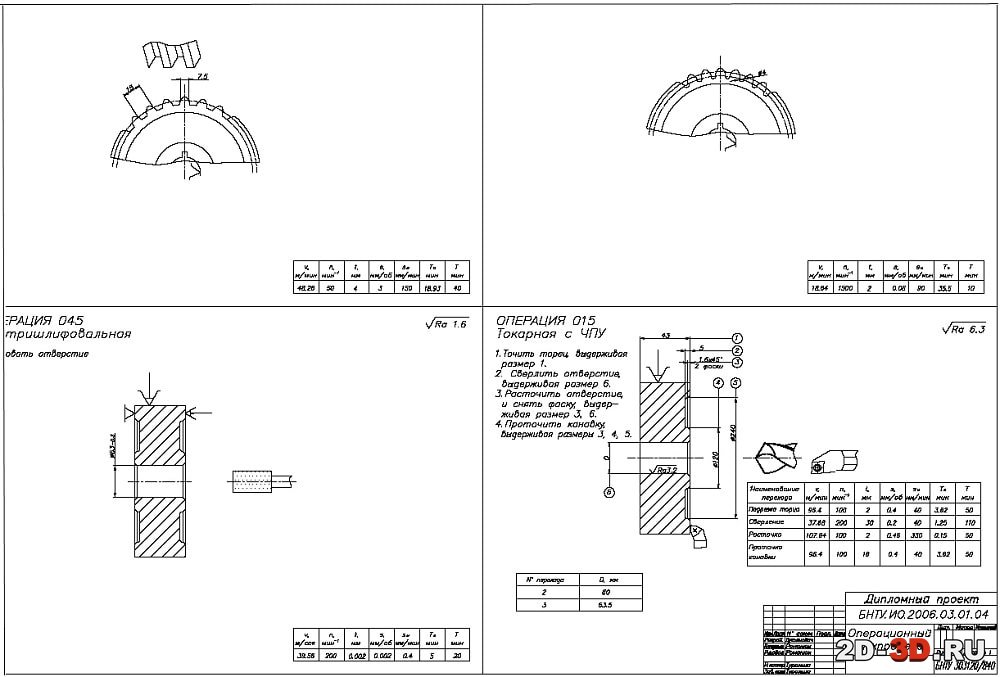
Для каждой операции были выбраны оптимальные режимы резания и на их основе произведен расчет норм времени, определено необходимое количество оборудования и рассчитан коэффициент его загрузки.Также проведен патентный поиск конструкций шеверов.
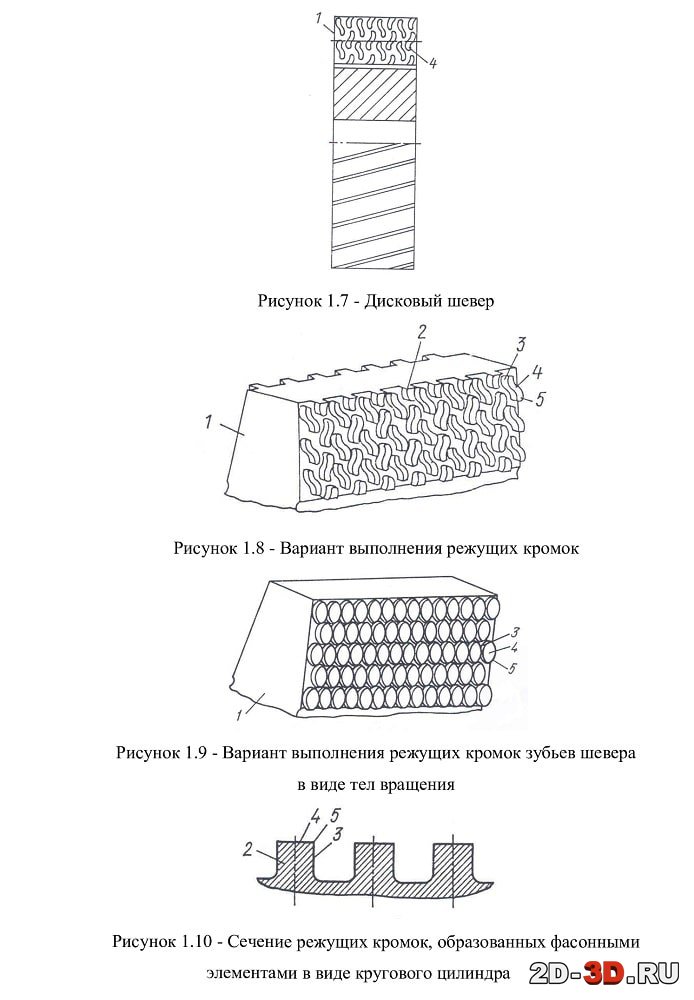
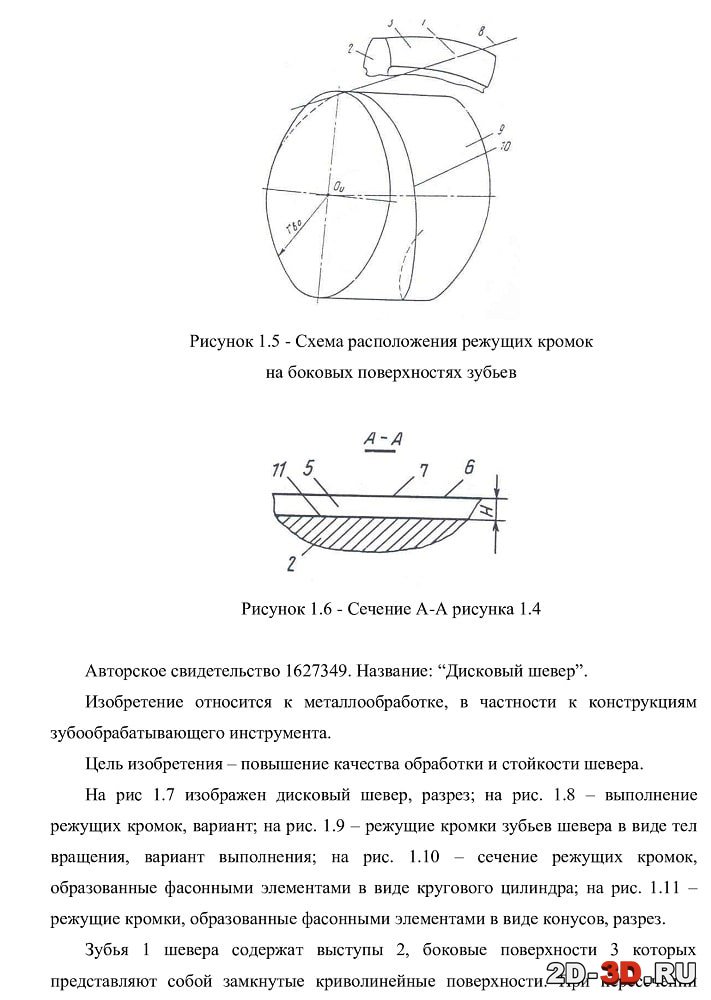
Шеверы применяются для окончательной обработки боковых поверхностей зубьев прямозубых и косозубых колес наружного и внутреннего зацепления после предварительного нарезания их червячной фрезой или долбяком, а также для чистовой обработки точных червячных колес. Дисковый шевер представляет собой цилиндрическое колесо с винтовыми зубьями, на боковых поверхностях которых прорезаны канавки и образованы режущие кромки. Шеверы проектируются для обработки колес с определенным числом зубьев или для обработки колес с различным числом зубьев.
Спроектированный в данном дипломном проекте шевер, имеет стружечные канавки прямоугольной формы, расположенные в плоскости перпендикулярной линии зуба.
Для повышения экономичности ряды значений посадочных цилиндрических внутренних отверстий стандартизированы. Это позволяет ограничить номенклатуру оправок, переходников, калибров для их контроля и т.д. Для шеверов диаметр осадочного отверстия принимается dотв = 63.5 мм. Для выхода гребенки при долблении на шевере имеются отверстия dсв расположенные на диаметре dц под углом ?.
Для уменьшения объема шлифования на торце шевера прорезаны канавки с двух торцев.
Шевер изготавливается из быстрорежущей стали Р6М5 ГОСТ 19265-73, при этом твердость режущей части должна быть не менее 64…66 HRC.
Содержание пояснительной записки
Введение
1. Разработка конструкции дискового косозубого шевера
1.1 Патентно-информационный поиск конструкций инструментов-аналогов
1.2 Разработка структурной схемы инструмента
1.3 Расчет геометрических и конструктивных параметров шевера
1.4 Анализ технологичности конструкции
1.4.1 Качественный анализ технологичности
1.4.2 Количественный анализ технологичности
1.5 Разработка рекомендаций по обеспечению качественной работы инструмента в процессе эксплуатации
2. Разработка технологии изготовления дискового косозубого шевера
2.1 Расчет типа и условий производства
2.2 Выбор метода получения заготовки
2.2.1 Анализ методов получения заготовки
2.2.2 Экономическое обоснование метода получения заготовки
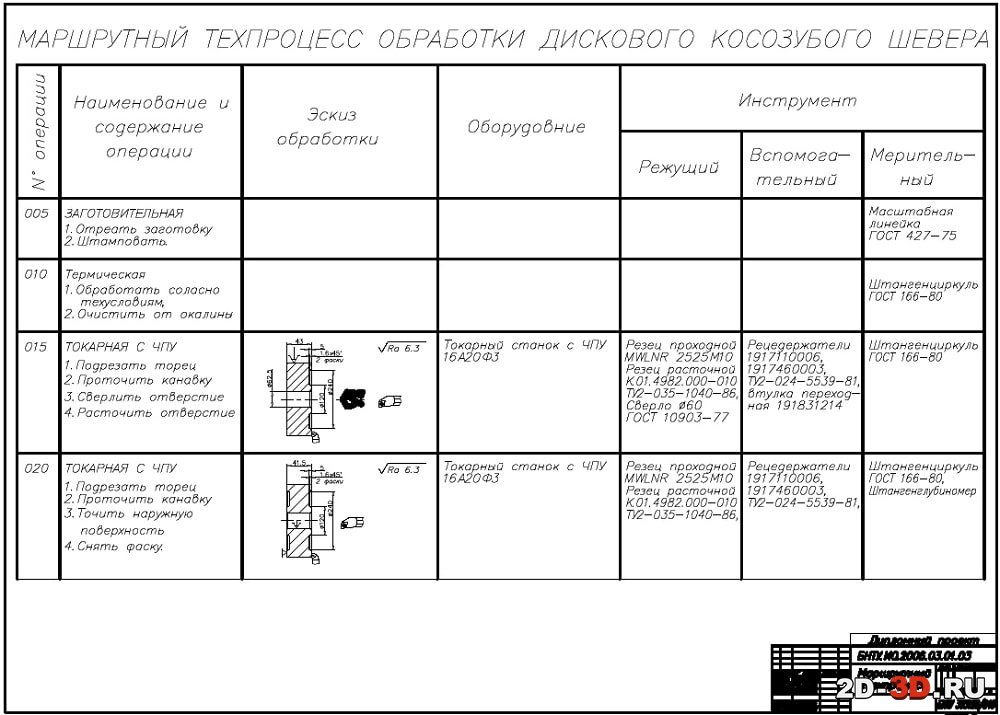
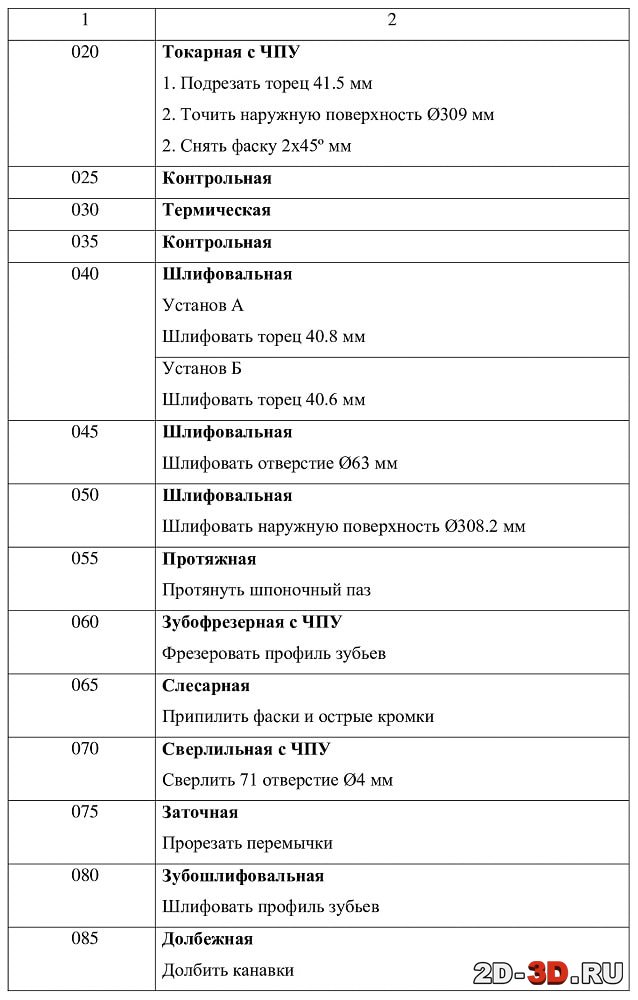
2.3 Разработка технологического маршрута, выбор оборудования, режущего, вспомогательного инструмента и средств контроля, обоснование выбора
2.4 Выбор технологической оснастки
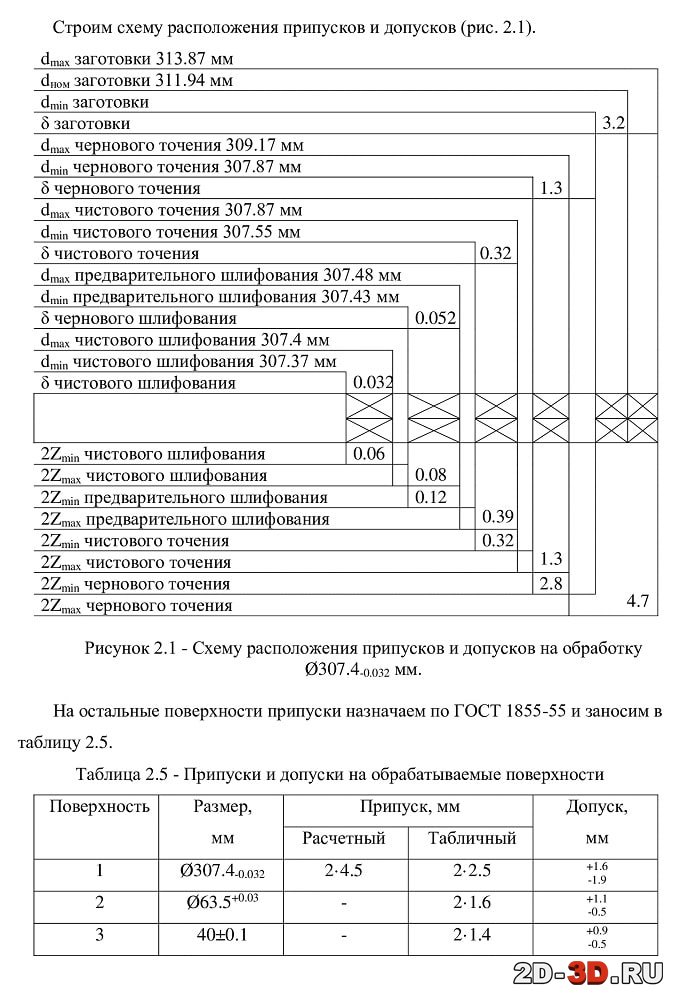
2.5 Расчет припусков на обработку
2.6 Расчет режимов резания
2.7 Разработка инструкций по термической обработке инструмента, методов повышения его работоспособности
2.8 Разработка мероприятий по обеспечению качества инструмента по операциям техпроцесса
2.9 Разработка методики стойкостных испытаний, как завершающего этапа комплексного контроля качества инструмента
3. Разработка приспособлений и режущих инструментов второго порядка
3.1 Расчет инструментов второго порядка
3.1.1 Расчет спирального сверла
3.1.2 Расчет шпоночной протяжки
3.2 Проектирование приспособления для обработки
3.2.1 Силовой расчет станочного приспособления
3.2.2 Расчет станочного приспособления на точность
4. Организационно-техническая часть
4.1 Техническое нормирование типовых операций
4.2. Расчет потребного оборудования и его загрузки
5. Экономическое обоснование проекта
5.1 Расчет величины капитальных вложений (инвестиций)
5.2 Расчет издержек производства на единицу продукции
5.3 Определение затрат на содержание и эксплуатацию оборудования
5.4 Расчет цеховых расходов
5.5 Налоги, относимые на себестоимость
5.6 Определение годового объема продукции в условных отпускных ценах по базовому варианту
5.7 Определение чистой прибыли на проектном варианте
5.8 Рентабельность по чистой прибыли
5.9 Расчет экономического эффекта
5.10 Период возврата инвестиций
5.11 Технико-экономические показатели проекта
6. Охрана труда и техника безопасности
6.1 Производственная санитария, ТБ и пожарная профилактика
6.2 Очистка воздуха от масляного тумана при обработке на металлорежущих станках
7. Кибернетическая часть
7.1. Расчет дискового шевера
7.2. Расчет шпоночной протяжки
Заключение
Литература
Скачать:



| Тип проекта | Учебный | Кол-во листов (чертежей) |
| Формат | AutoCAD, Word, dwg, doc | 121 (10) |
 Проектирование конструкции металлорежущих инструментов: шевера, метчика и протяжки
Проектирование конструкции металлорежущих инструментов: шевера, метчика и протяжки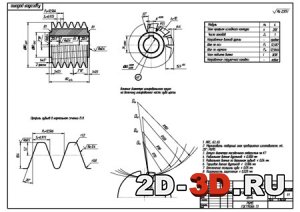 Проектирование фрезы
Проектирование фрезы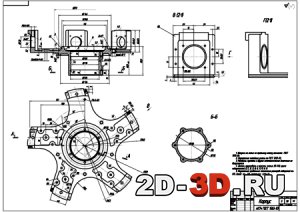 Проект механического участка по производству корпуса токосъемника
Проект механического участка по производству корпуса токосъемника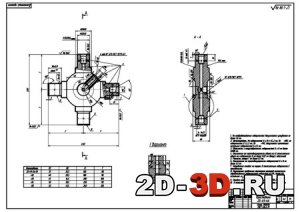 Крестовина деталь 25-49-46/46-01. Организация производства.
Крестовина деталь 25-49-46/46-01. Организация производства. Сборка цилиндрического редуктора
Сборка цилиндрического редуктора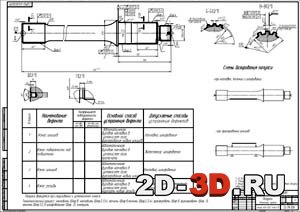 Разработка технологического процесса восстановления задней полуоси погрузчика ТО-49Проектирование конструкции металлорежущих инструментов: шевера, метчика и протяжкиПроектирование фрезыПроект механического участка по производству корпуса токосъемникаКрестовина деталь 25-49-46/46-01. Организация производства.Сборка цилиндрического редуктораРазработка технологического процесса восстановления задней полуоси погрузчика ТО-49
Разработка технологического процесса восстановления задней полуоси погрузчика ТО-49Проектирование конструкции металлорежущих инструментов: шевера, метчика и протяжкиПроектирование фрезыПроект механического участка по производству корпуса токосъемникаКрестовина деталь 25-49-46/46-01. Организация производства.Сборка цилиндрического редуктораРазработка технологического процесса восстановления задней полуоси погрузчика ТО-49