
| Тип проекта | Рабочий | Кол-во листов (чертежей) |
| Формат | m3d, a3d, Компас-3D |
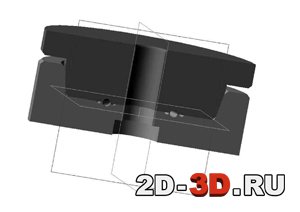
Форма для выплавляемой модели в Компас-3D
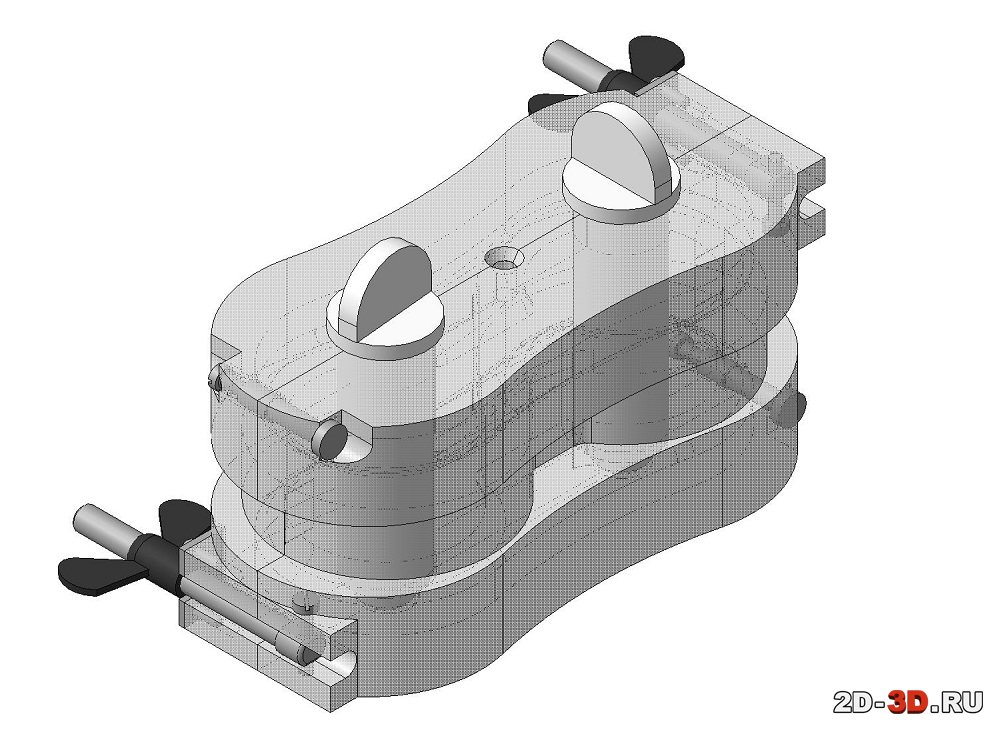

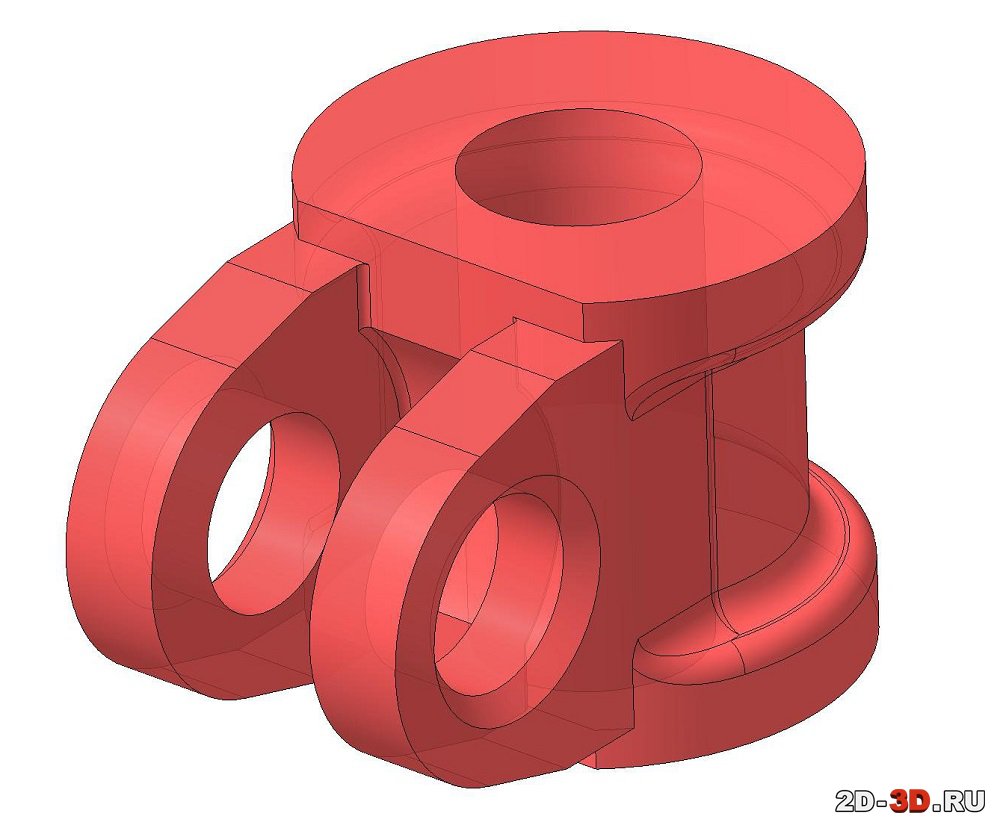
Форма для выплавляемой модели предназначена для изготовления детали типа "поворотный кулак" из вспененного полистирола (пенопласт). Получаемая деталь служит заготовкой, устанавливаемой в песчаную форму (опоку), в которую подается расплавленный чугун. Под высокой температурой расплава полистирол полностью сгорает и чугун принимает форму заготовки.
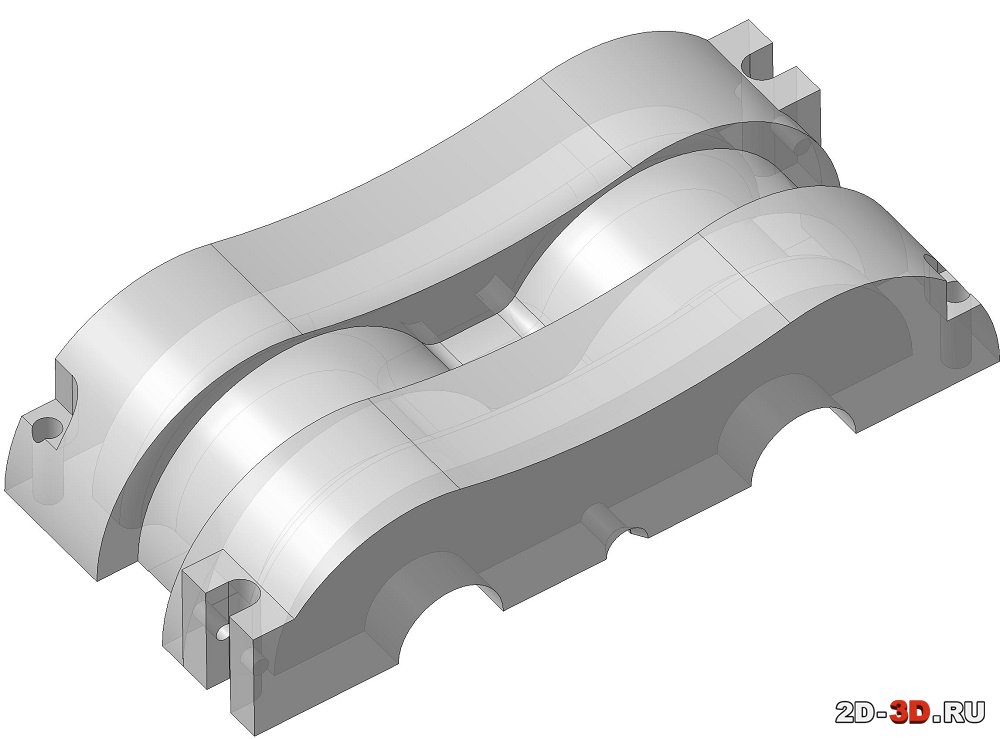
Форма для получения заготовки из вспененного полистирола.
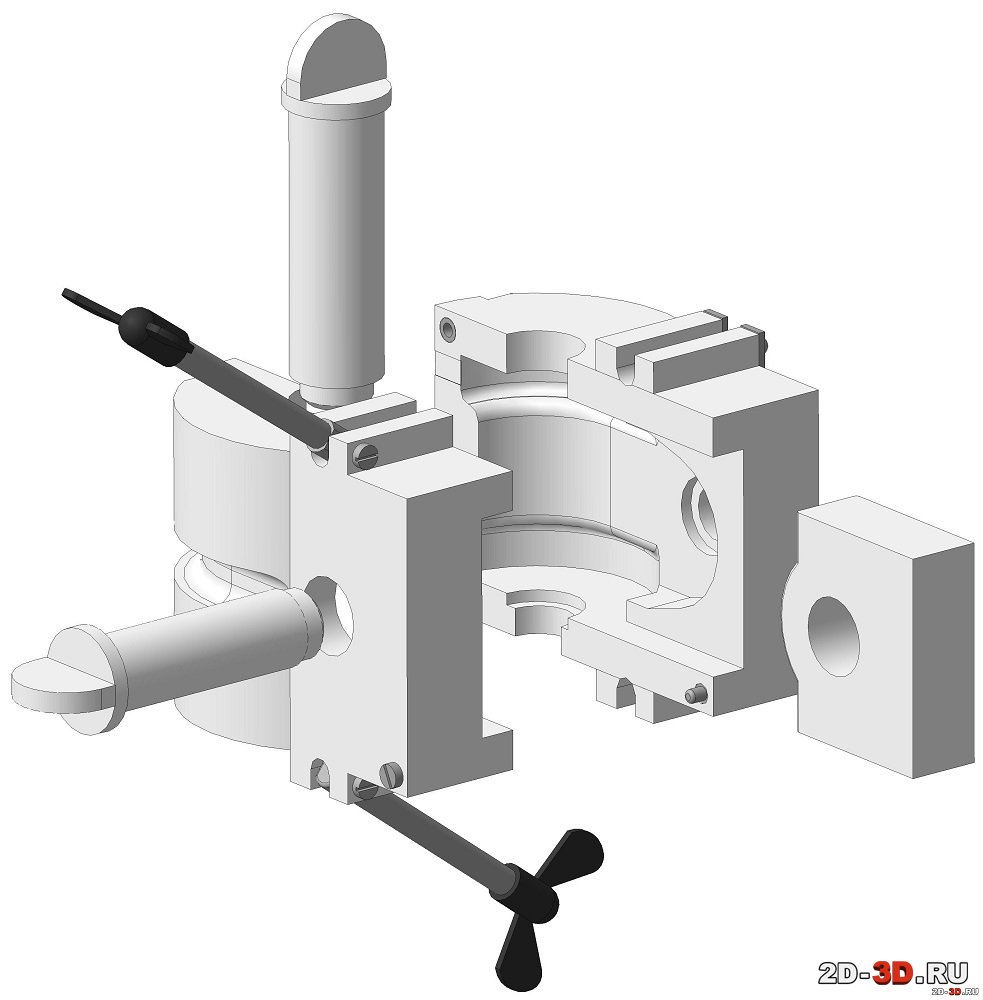
Форма состоит из двух полуматриц, стягиваемых между собой винтами. Для центрирования взаимного расположения полуматриц применены направляющие втулки.
Список 3d моделей: винт, втулка, гайка, заготовка к матрице, палец вкладной, ПКАБ 01.13.05.01.006 Звено, ПКАБ 01.13.05.01.201 Втулка внутренняя, ПКАБ 01.13.05.01.202 Втулка наружная, подложка, полуматрица 2, полуматрица, втулка 2.
| Тип проекта | Рабочий | Кол-во листов (чертежей) |
| Формат | m3d, a3d, Компас-3D |
 Пресс-форма для изготовления РТИ
Пресс-форма для изготовления РТИ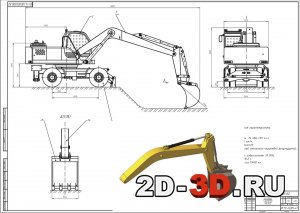 Экскаватор ЕК-14 с устройством квик-каплер
Экскаватор ЕК-14 с устройством квик-каплер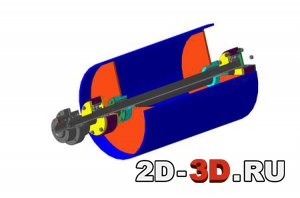 Барабан приводной ленточного конвейера
Барабан приводной ленточного конвейера Опора для устройства регулируемая по углу наклона
Опора для устройства регулируемая по углу наклона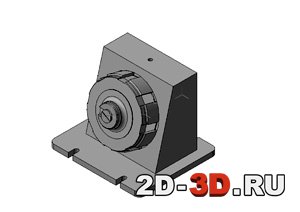 Приспособление сверлильное, технологическая оснастка
Приспособление сверлильное, технологическая оснастка Проектирование технологического процесса изготовления детали корпус развертки
Проектирование технологического процесса изготовления детали корпус развертки