Технология сборки и сварки фильтра осветлительного ФОВ 2,6-0,6 Готовый дипломный проект с расчетами и чертежами в формате .cdw Компас-3D
В соответствии с исходными данными - чертежом конструкции, техническими требованиями к сварной конструкции, программой выпуска проведена работа по технологии сборки и сварки Фильтра осветлительного и требований по надёжности и сроку службы конструкции подобраны основные материалы для сварки; для обеспечения равнопрочности сварных швов с основным материалом подобраны соответствующие сварочные материалы, выбраны способы получения неразъёмного соединения, и оборудование, необходимое для сварки конструкции; рассчитаны режимы сварки, приведены сведения о методах контроля сварных соединений. Для увеличения производительности и улучшения условий труда для работающих, а также повышения качества сварных швов произведена замена механизированной сварки в среде защитного газа обечаек и днищ на автоматическую сварку под слоем флюса, чем достигается экономия материальных ресурсов за счёт применения менее квалифицированного персонала. При сварке элементов сварной конструкции: днища к корпусу обечайки, позволяют обеспечить следующие технико-экономические показатели: - стабильность производства; - качество сварных швов; - снижение затрат на материалы; Предлагаемая технология сварки обеспечивает экономическую эффективность при её внедрении в производство. Экономический эффект составляет 7192 руб/год.
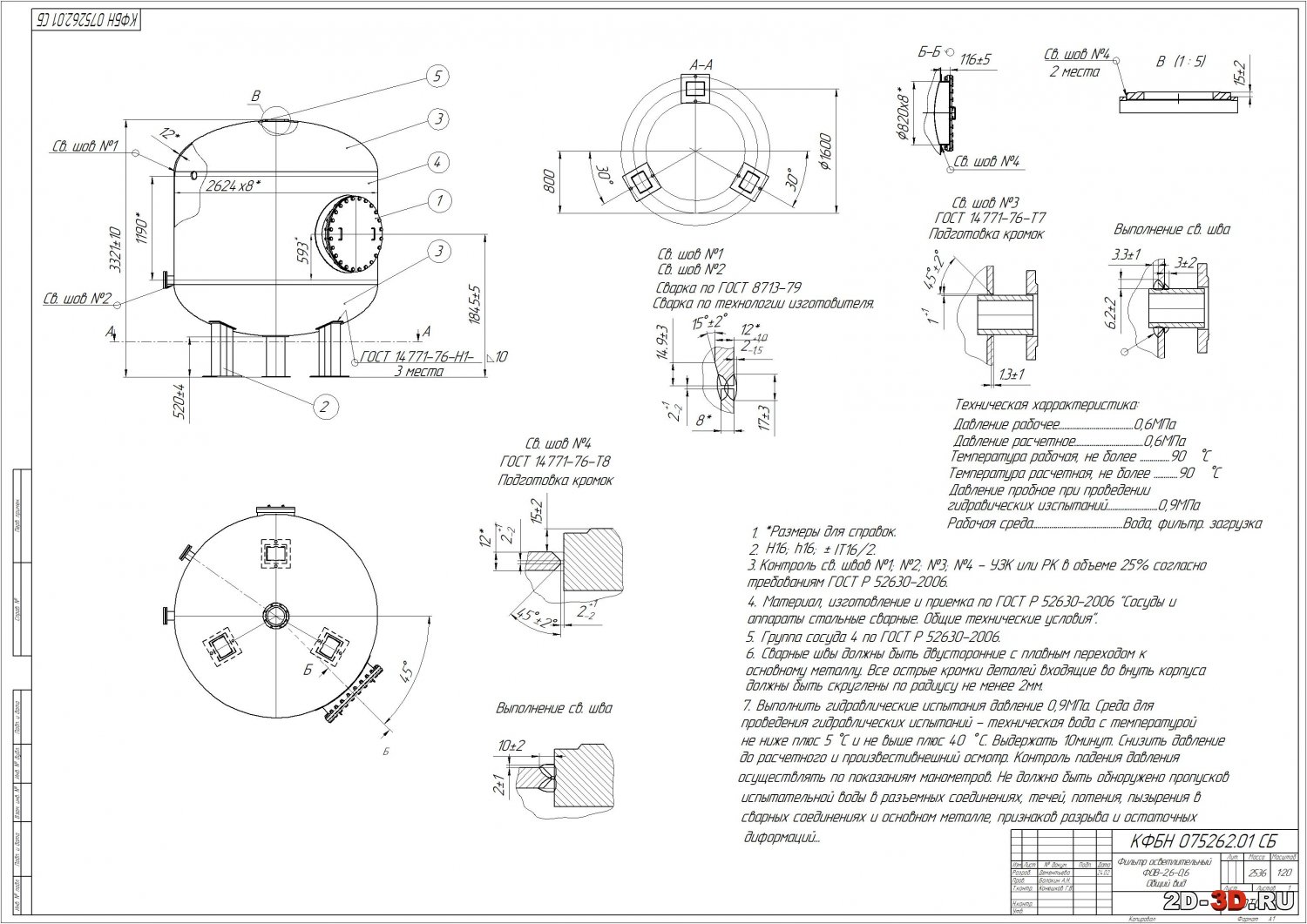
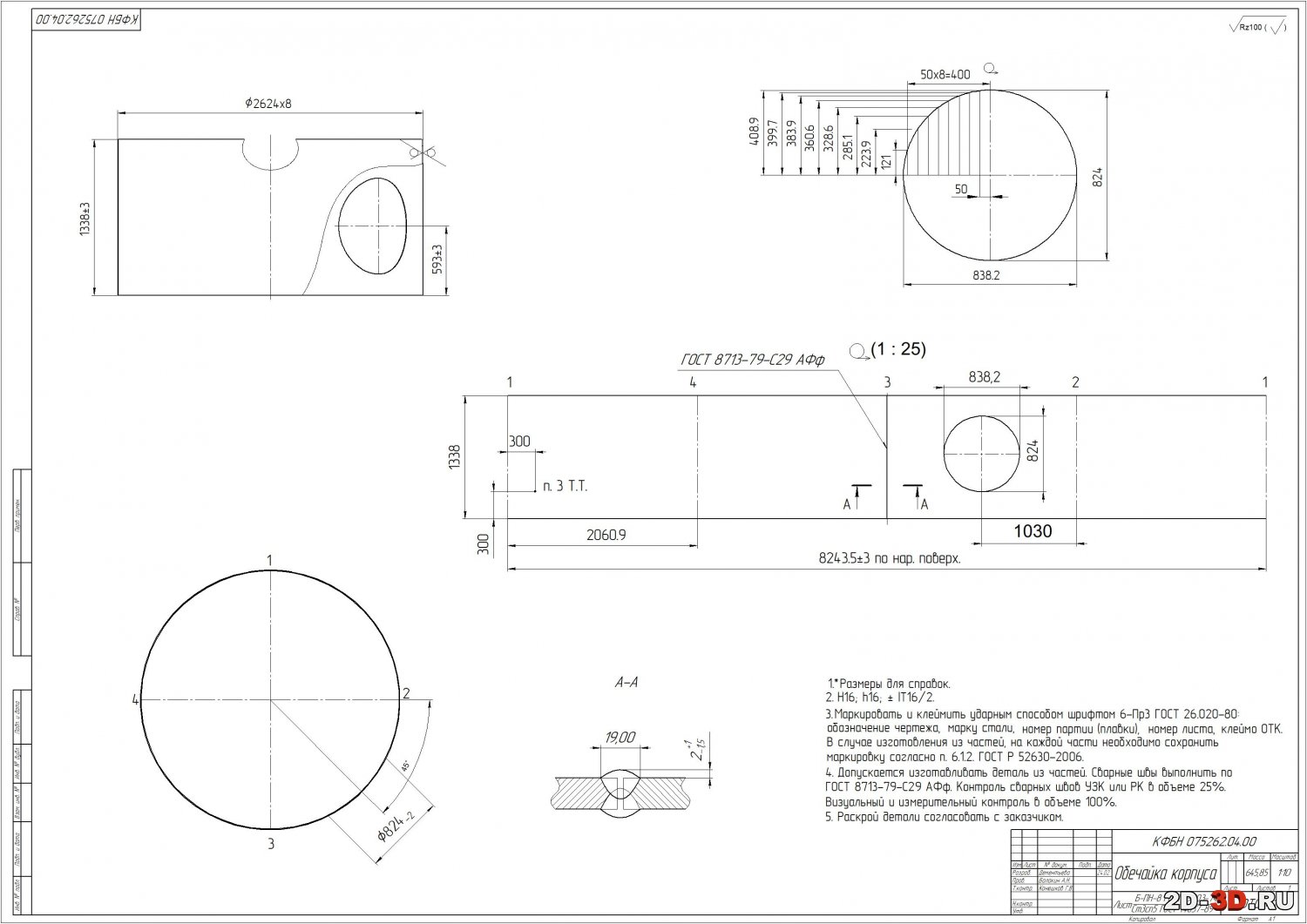
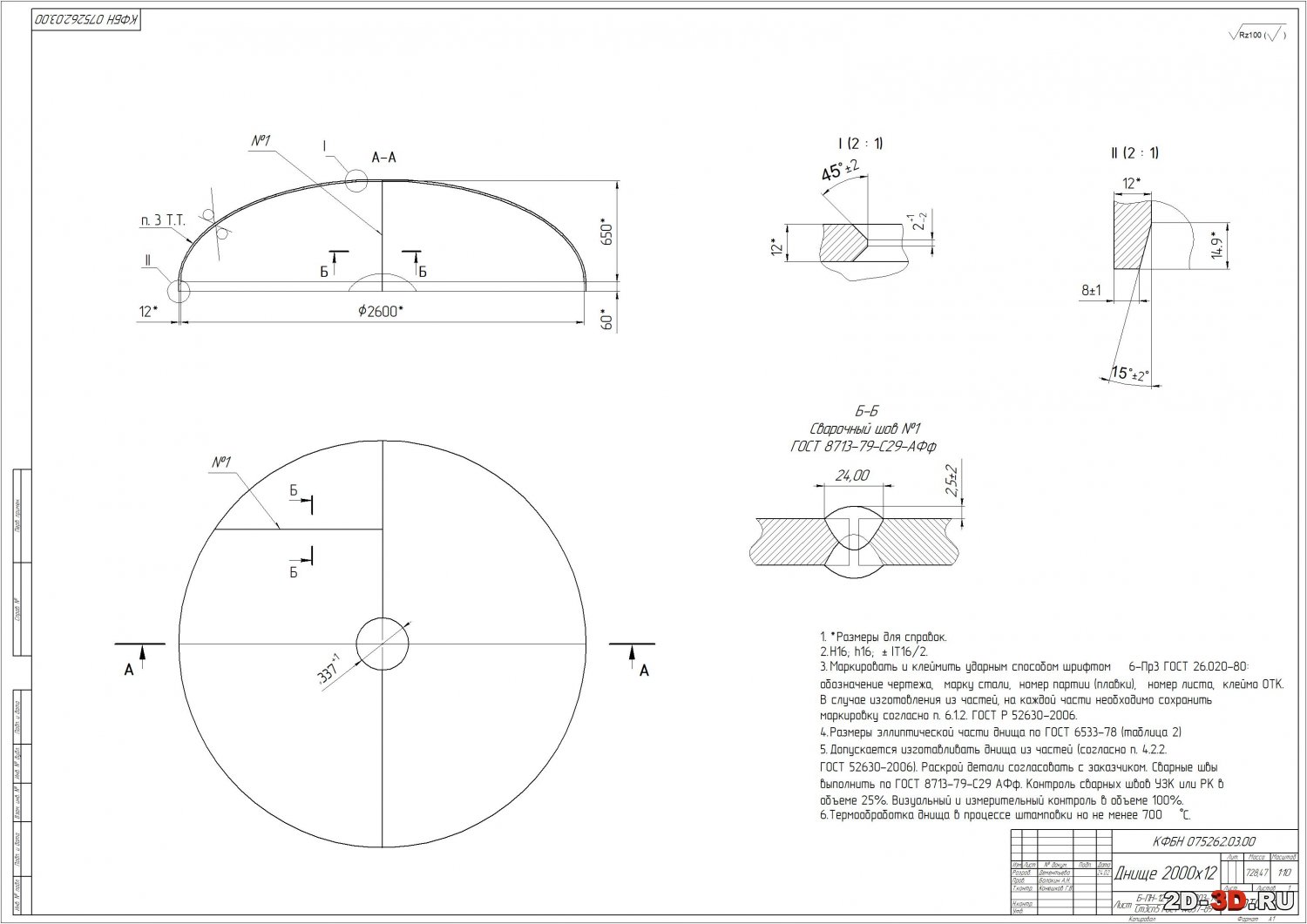
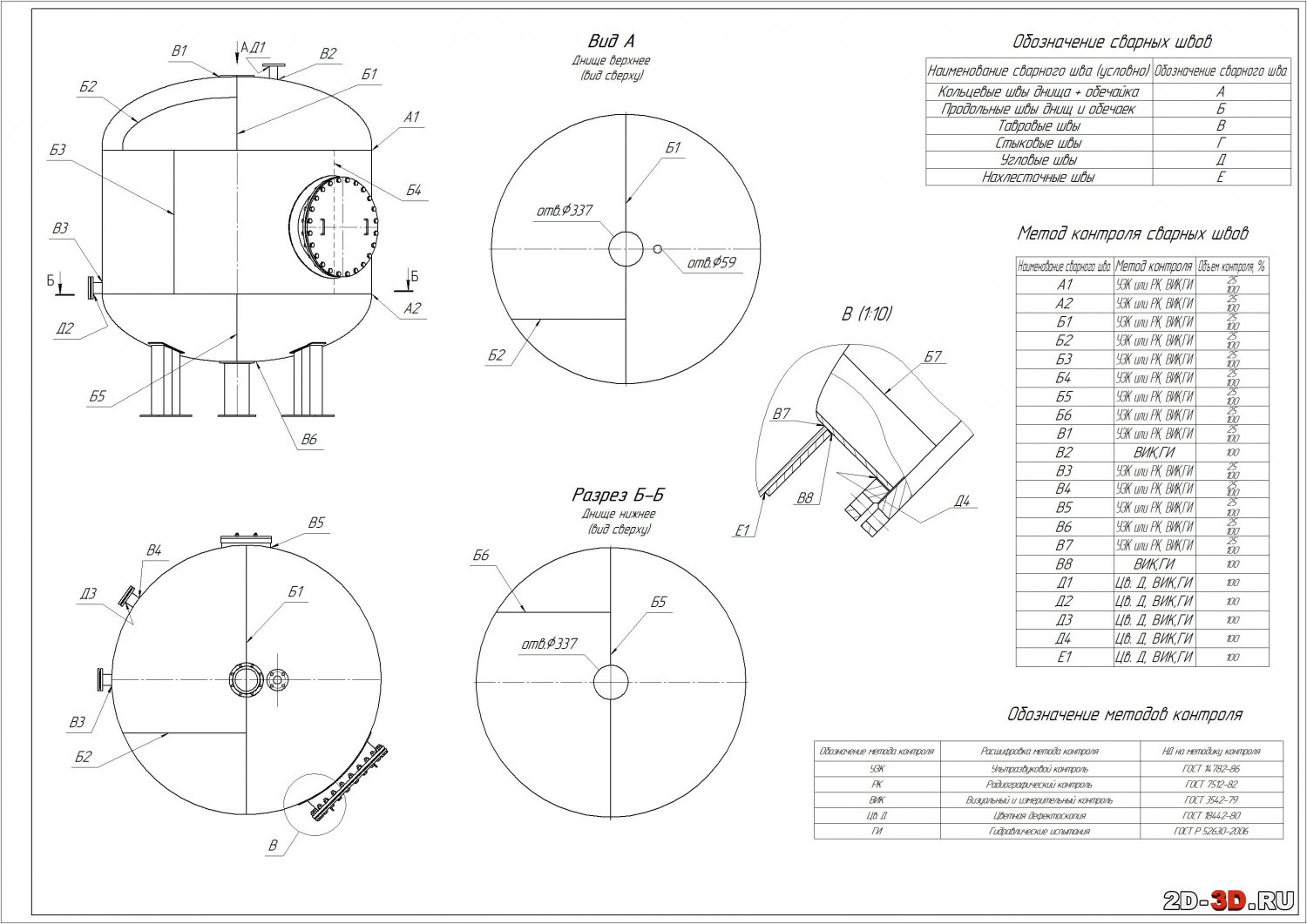
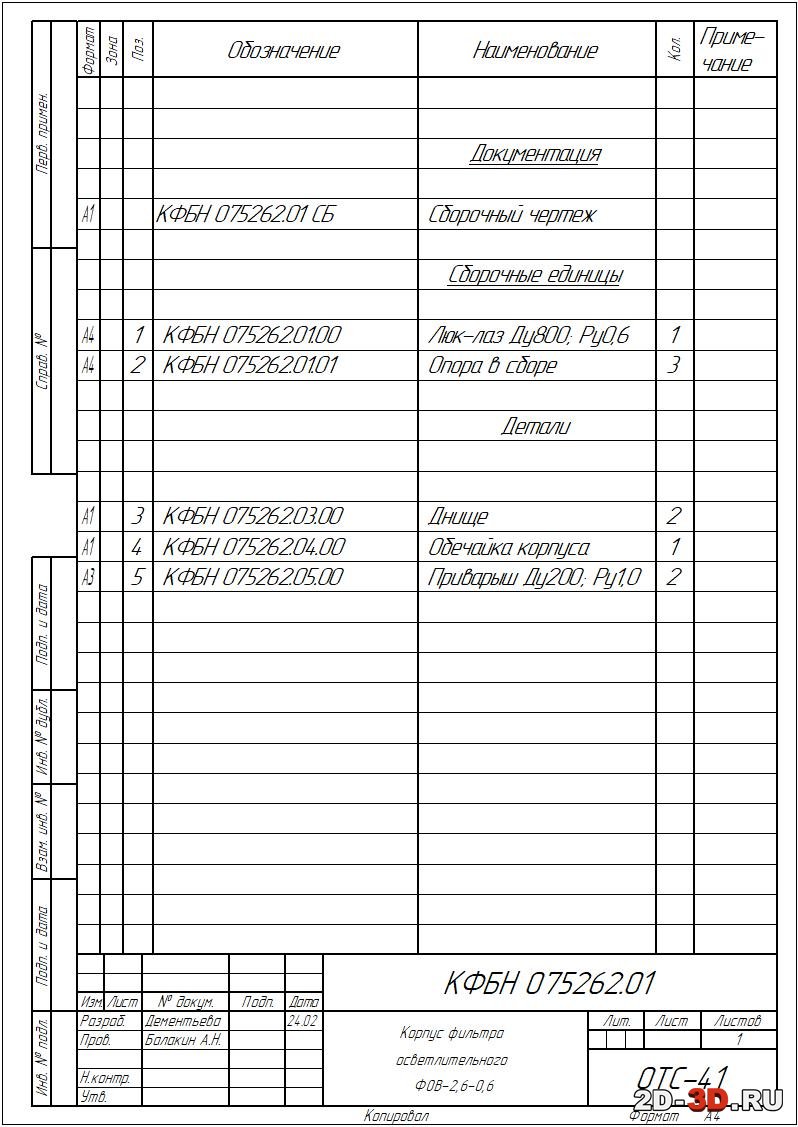
Исходные данные: Осветлительный фильтр представляет собой вертикальный цилиндрический аппарат, состоящий из следующих основных элементов стального корпуса, представляющего собой цилиндрическую обечайку с приваренными к ней эллиптическими днищами, нижнего сборно-распределительного устройства и верхнего дренажно-распределительного устройства люка для за-грузки и штуцера для гидровыгрузки фильтрующего материала, фронта трубопроводов с арматурой в виде кранов шаровых муфтовых, затворов дисковых поворотных, кранов трехходовых, манометров. Материал основных частей Ст3сп. Для сварки обечайки и днищ применяется автоматическая сварка под слоем флюса. Для сварки люков, штуцеров, опор с корпусом применяется механизированная сварка в среде углекислого газа. Габаритные размеры фильтра: длина 2785 мм, высота 3410 мм, масса пустого сосуда 2547,8 кг, внутренний диаметр 2608 мм.
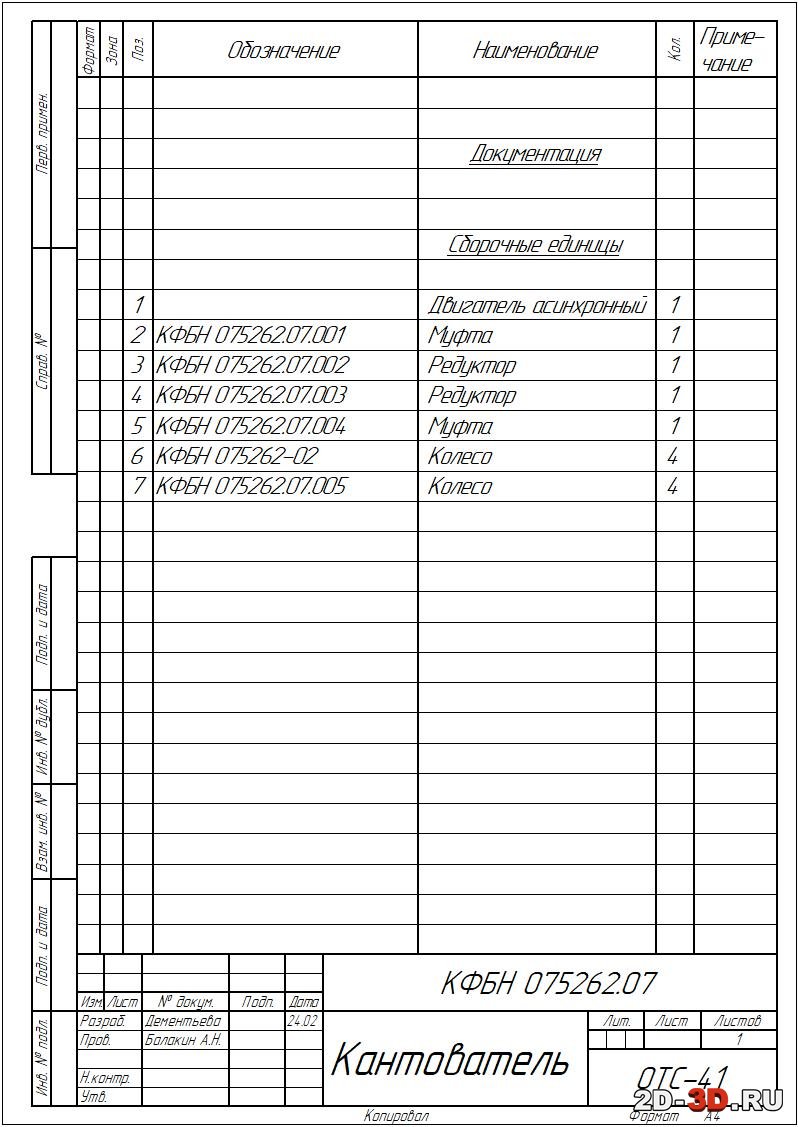
Список чертежей: 1. Днище корпуса 2. Обечайка корпуса 3. Фильтр осветлительный 4. Корпус в сборе 5. Кантователь 6. Технические параметры режимов сварки 7. Карта контроля сварных швов 8. План цеха
Содержание расчетно-пояснительной записки: РЕФЕРАТ АННОТАЦИЯ ВВЕДЕНИЕ 1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 1.1 Описание сварной конструкции 1.2 Характеристика изделия 1.3 Технические условия на изготовление и приемку. Общие требования 1.4 Расчет на прочность 1.5 Характеристика материалов и их свариваемость 1.6 Выбор способа сварки и сварочного оборудования 1.6.1 Сварка в защитных газах 1.6.2 Сварка под флюсом 1.6.3 Выбор сварочных материалов 1.6.4 Выбор сварочного оборудования 1.6.4.1 Оборудование для механизированной сварки в среде углекислого газа 1.6.4.2 Сварочное оборудование для автоматической сварки под слоем флюса 1.7 Характеристика заготовительных операций 1.8 Описание технологического процесса 1.9 Выбор режимов сварки 1.9.1 Режимы для автоматической сварки под слоем флюса 1.9.2 Режимы для механизированной сварки в среде защитного газа 1.10 Техническое нормирование 1.10.1 Расчет штучного времени на сварочную операцию 1.10.2 Нормирование механизированной сварки в среде углекислого газа 1.10.3 Нормирование и расчет основных элементов сварочного производства 1.10.4 Расчет расхода сварочных материалов 1.10.5 Расчет расхода электроэнергии на процесс сварки 1.11 Контроль качества сварных соединений 2.КОНСТРУКТОРСКАЯ ЧАСТЬ 2.1 Выбор технологической оснастки 2.2 Расчет основных элементов сварочного кантователя 3. ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ИНВЕСТИЦИЙ В РАЗРАБОТКУ НОВОЙ ТЕХНОЛОГИИ СВАРКИ ЭЛЕМЕНТОВ 3.1 Расчет технологической и полной себестоимости изделии по базовому и проектируемому вариантам 3.2 Расчет цены изделия по базовому и проектируемому вариантам 3.3 Расчет капитальных вложений связанных с внедрением нового технологического процесса сварки 3.4 Расчет показателей экономического эффекта и эффективности проекта замены технологии сварки 4. БЕЗОПАСНОСТЬ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ СВАРКИ ФИЛЬТРА ОСВЕТЛИТЕЛЬНОГО ФОВ 2,6-0,6 4.1 Анализ возможных опасных и вредных факторов при выполнении технологического процесса сборки и сварки фильтра осветлительного 4.2 Расчет местной вытяжной вентиляции и расхода воздуха, удаляемого местным отсосом при полуавтоматической сварке фильтра 4.3 Определение расхода воздуха, удаляемого местным отсосом при полуавтоматической сварке внутри фильтра ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ ЛИТЕРАТУРЫ Приложения
1.1 Описание сварной конструкции Темой дипломного проекта является разработка технологии сборки и сварки фильтра осветлительного ФОВ-2,6-0,6. Осветлительный фильтр представляет собой вертикальный цилиндрический аппарат, состоящий из следующих основных элементов стального корпуса, представляющего собой цилиндрическую обечайку с приваренными к ней эллиптическими днищами, нижнего сборно-распределительного устройства и верхнего дренажно-распределительного устройства люка для загрузки и штуцера для гидровыгрузки фильтрующего материала, фронта трубопроводов с арматурой в виде кранов шаровых муфтовых, затворов дисковых поворотных, кранов трехходовых, манометров. Фильтр загружается фильтрующим материалом: кварцевым песком с размером зерен 0,5-1,0 мм или антрацитом с размером зерен 0,8-1,5 мм, высота фильтрующего слоя 1000 мм, и заливается водой. Расход кварцевого песка на одну загрузку – 2,57 т, антрацита 1,285т. Осветление воды при пропуске ее через осветлительный фильтр происходит в результате прилипания к зернам фильтрующего материала грубодисперсных примесей, содержащихся в воде, которые задерживаются на поверхности и в порах фильтрующего материала.
1.2 Характеристика изделия Назначение: осветлительный фильтр предназначен для удаления из воды взвешенных примесей разной степени дисперсности и может применяться в схеме водоподготовительных установок промышленных и отопительных котельных. Таблица 1.Информация по технической характеристике корпуса Наименование рабочего пространства. Характеристика. Корпус Рабочее или условное давление, МПа (кгс/см2) 0,6 (6) Расчётное давление, МПа (кгс/см2) 0,6 (6) Пробное давление, МПа (кгс/см2) гидравлическое 0,9 (9) пневматическое- Испытательная среда - вода Температура испытательной среды, 0С5, 40 Внутренний диаметр, мм 2608 Длина, мм 2785 Высота, мм 3410 Наименование рабочей среды - вода, фильтрующая загрузка Масса пустого сосуда, кг2547,8
1.3 Технические условия на изготовление и приемку. Общие требования Согласно ГОСТ Р 52630-2006 «Сосуды и аппараты стальные сварные. Общие технические условия», а также согласно ПБ 03-576-03 «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением» изготовление и конструкция фильтра осветлительного должна отвечать следующим требованиям. Конструкция сосудов и аппаратов должна быть технологичной, надежной в течение предусмотренного технической документацией срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта. При проектировании сосудов должны учитываться требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом. Расчет на прочность сосудов, их элементов следует проводить в соответствии с действующей нормативно-технической документацией, согласованной с Ростехнадзором России. При отсутствии стандартизованного метода расчет на прочность должен выполнять разработчик сосуда и согласовывать со специализированной научно-исследовательской организацией. При проектировании сосудов следует учитывать нагрузки, возникающие при монтаже и зависящие от способа монтажа. Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение. Взамен строповых устройств допускается по согласованию с монтажной организацией использовать технологические штуцера и горловины, уступы, бурты и другие конструктивные элементы сосудов. Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание. Базовые диаметры сосудов должны приниматься по ГОСТ 9617-76. Требования к изготовлению Материалы перед запуском в производство должны быть проверены на соответствие требованиям проекта, настоящего стандарта, стандартов или технических условий. Копии сертификатов, а при их отсутствии результаты испытаний материалов сборочных единиц и деталей сосудов, регистрируемых в органах Ростехнадзора России, должны прилагаться к паспорту сосуда. Во время хранения и транспортирования материалов на предприятии - изготовителе сосудов должны быть исключены повреждения материалов и обеспечена возможность сличения нанесенной маркировки с данными сопроводительной документации. На листах и плитах, принятых к изготовлению обечаек и днищ, должна быть сохранена маркировка металла. Если лист и плиту разрезают на части, на каждую из них должна быть перенесена маркировка металла листов и плит. Маркировка должна содержать следующие данные: марку стали (для двухслойной стали - марки основного и коррозионностойкого слоя); номер партии-плавки; номер листа (для листов с полистными испытаниями и двухслойной стали); клеймо технического контроля. Маркировка должна находиться на стороне листа и плиты, не соприкасающейся с рабочей средой, в углу на расстоянии 300 мм от кромок. На поверхности обечаек и днищ не допускаются риски, забоины, царапины, раковины и другие дефекты, если их глубина превышает минусовые предельные отклонения, предусмотренные соответствующими стандартами и техническими условиями, или если после зачистки их толщина стенки будет менее допускаемой по расчету. Поверхности деталей должны быть очищены от брызг металла, полученных в результате термической (огневой) резки и сварки. Заусенцы должны быть удалены и острые кромки деталей и узлов притуплены. Оси резьбовых отверстий деталей внутренних устройств должны быть перпендикулярны к опорным поверхностям. Допуск перпендикулярности должен быть в пределах 15-й степени точности по ГОСТ 24643-81, если не предъявляются в чертежах или нормативно-технической документации более жесткие требования. Методы сборки элементов под сварку должны обеспечивать правильное взаимное расположение сопрягаемых элементов и свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом. Разделка кромок и зазор между кромками деталей, подлежащих сварке, должны соответствовать требованиям чертежей и стандартов на сварные швы. Сварщик должен приступать к сварочным работам только после установления отделом технического контроля правильности сборки и зачистки всех поверхностей, подлежащих сварке. Покрытие (эмалью, свинцом, лаком, резиной, эбонитом и др.) и подготовка под покрытие внутренней поверхности сосуда при наличии требования в технической документации должны проводиться по документации пред-приятия-изготовителя.
Ключевые слова: СВАРКА АВТОМАТИЧЕСКАЯ ПОД СЛОЕМ ФЛЮСА, СВАРКА В СРЕДЕ УГЛЕКИСЛОГО ГАЗА, РЕЖИМЫ СВАРКИ, ФИЛЬТР ОСВЕТЛИТЕЛЬНЫЙ, ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ, ОБЕЧАЙКА, ДНИЩЕ, СВАРОЧНОЕ ОБОРУДОВАНИЕ, СВАРОЧНАЯ ПРОВОЛОКА, ИСТОЧНИК ПИТАНИЯ.



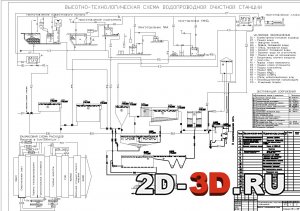 Расчет водопроводной очистной станции со схемами на 52000 кубических метров в сутки
Расчет водопроводной очистной станции со схемами на 52000 кубических метров в сутки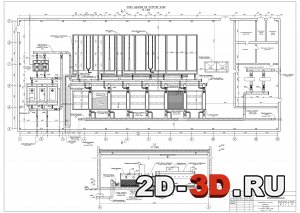 Водоочистная станция производительностью 18800 куб. метров в сутки
Водоочистная станция производительностью 18800 куб. метров в сутки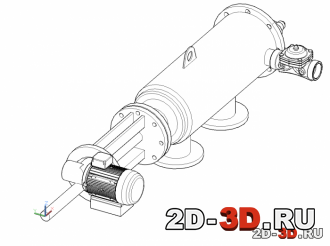 Самопромывной фильтр SAF-1500
Самопромывной фильтр SAF-1500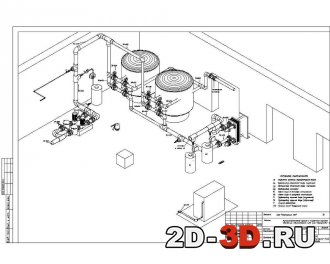 Система водоподготовки бассейна
Система водоподготовки бассейна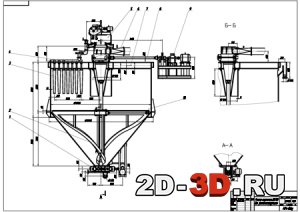 Реконструкция привода фильтра-сгустителя диаметр 5750
Реконструкция привода фильтра-сгустителя диаметр 5750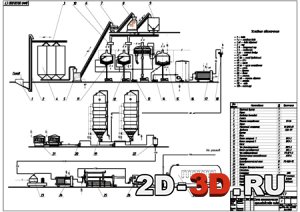 Модернизация фильтр-пресса в линии фильтрации пива
Модернизация фильтр-пресса в линии фильтрации пива