Разработка корпуса и технологического процесса сборки-сварки первичного газосепаратора
Чертежи и расчетно-пояснительная записка в редактируемых форматах
Дипломный проект
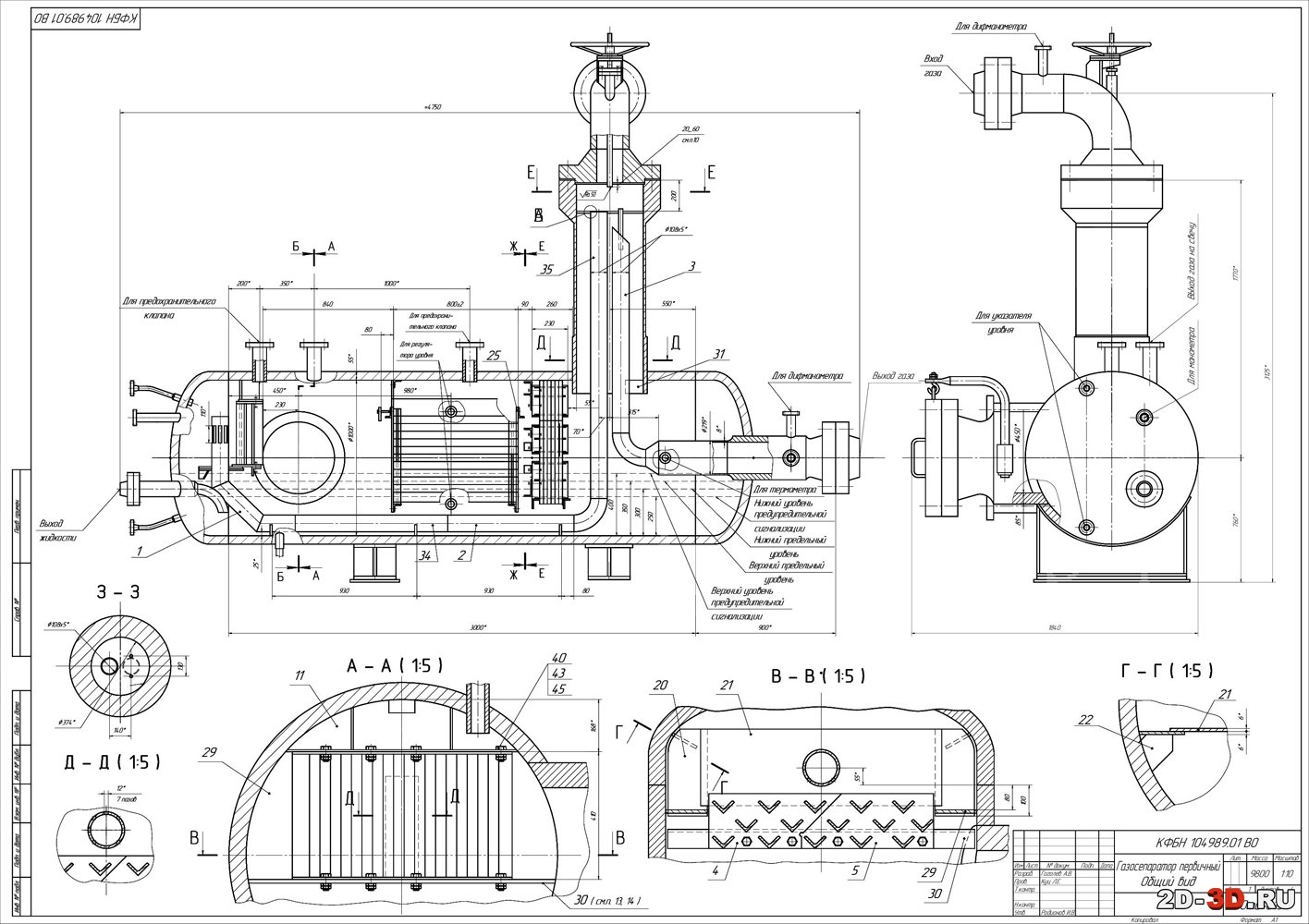
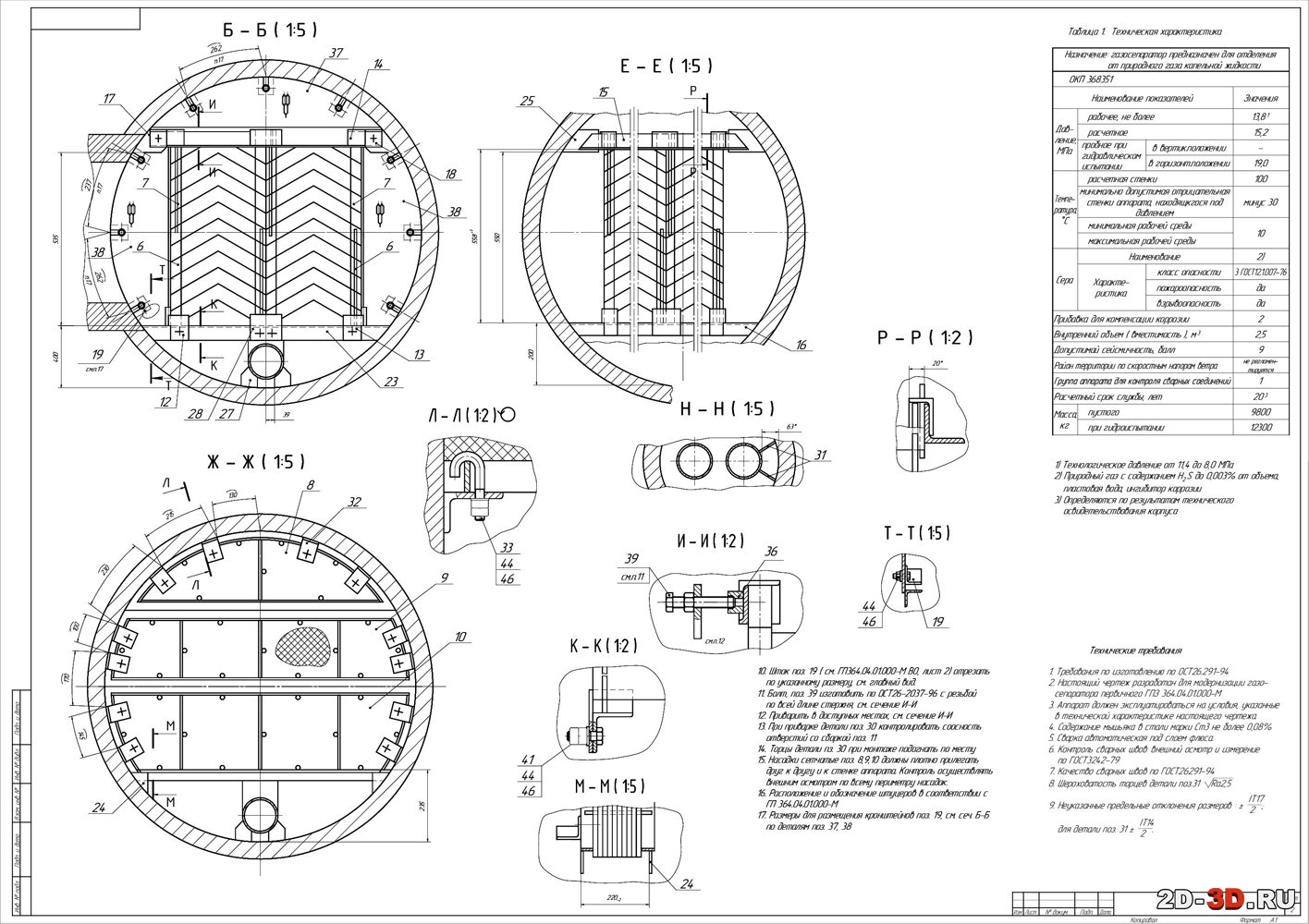
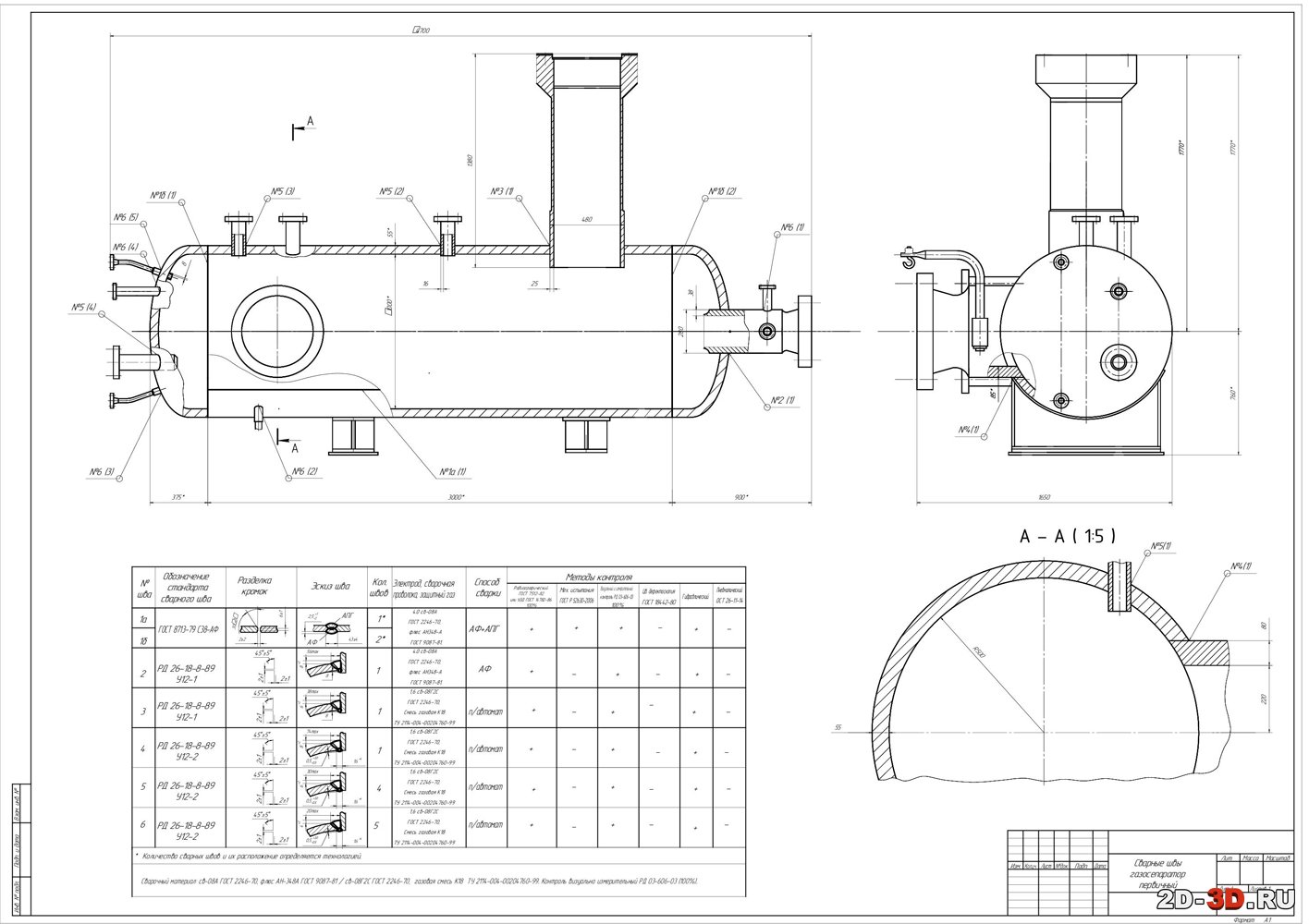
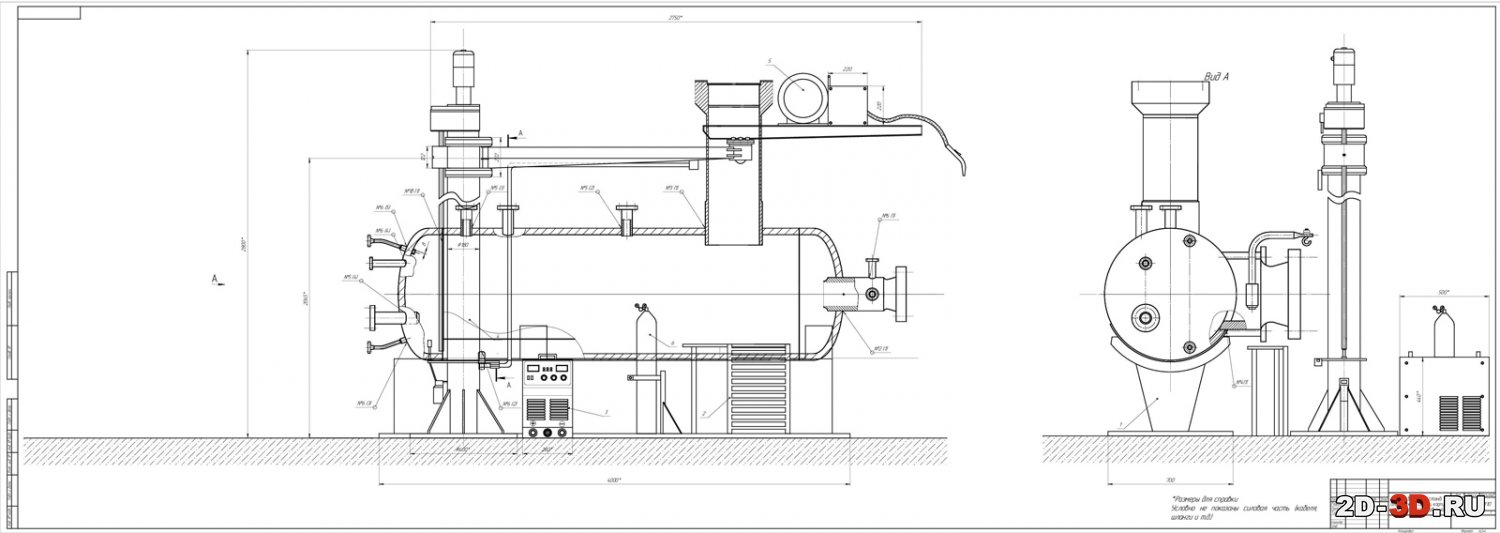
Описание конструкции Изготавливаемое изделие, газосепаратор первичный, предназначен для очистки природного и попутного нефтяного газа от жидкости конденсата, (ингибитора гидратообразования воды) в промысловых установках подготовки газа к транспорту, в подземных хранилищах, а также на газоперерабатывающих и нефтеперерабатывающих заводах. Конструкция изображена на рис. 1.1. состоит из следующих основных элементов: непосредственно сам корпус, элементы насыщения, навесное оборудование и опорные стойки. Габаритные размеры изготавливаемого изделия: Длина изделия – 4750 мм; Глубина изделия – 1850 мм; Высота изделия - 3125 мм; Диаметр корпуса изделия -1110 мм; Толщина основного металла, корпуса изделия – 55…85 мм; Объем – 2,5 м3; Вес сварной конструкции (с насыщением) – 9800 кг.
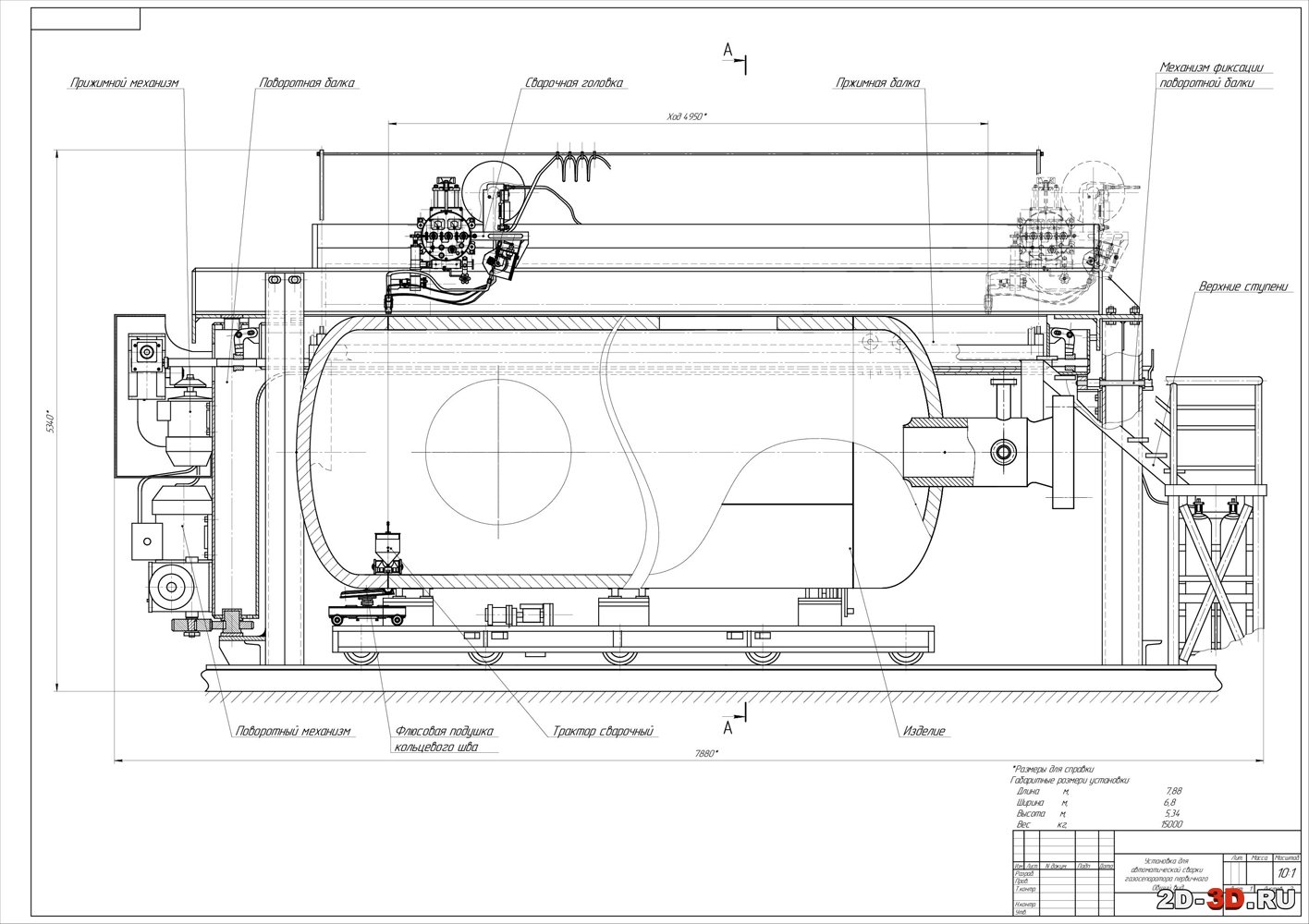
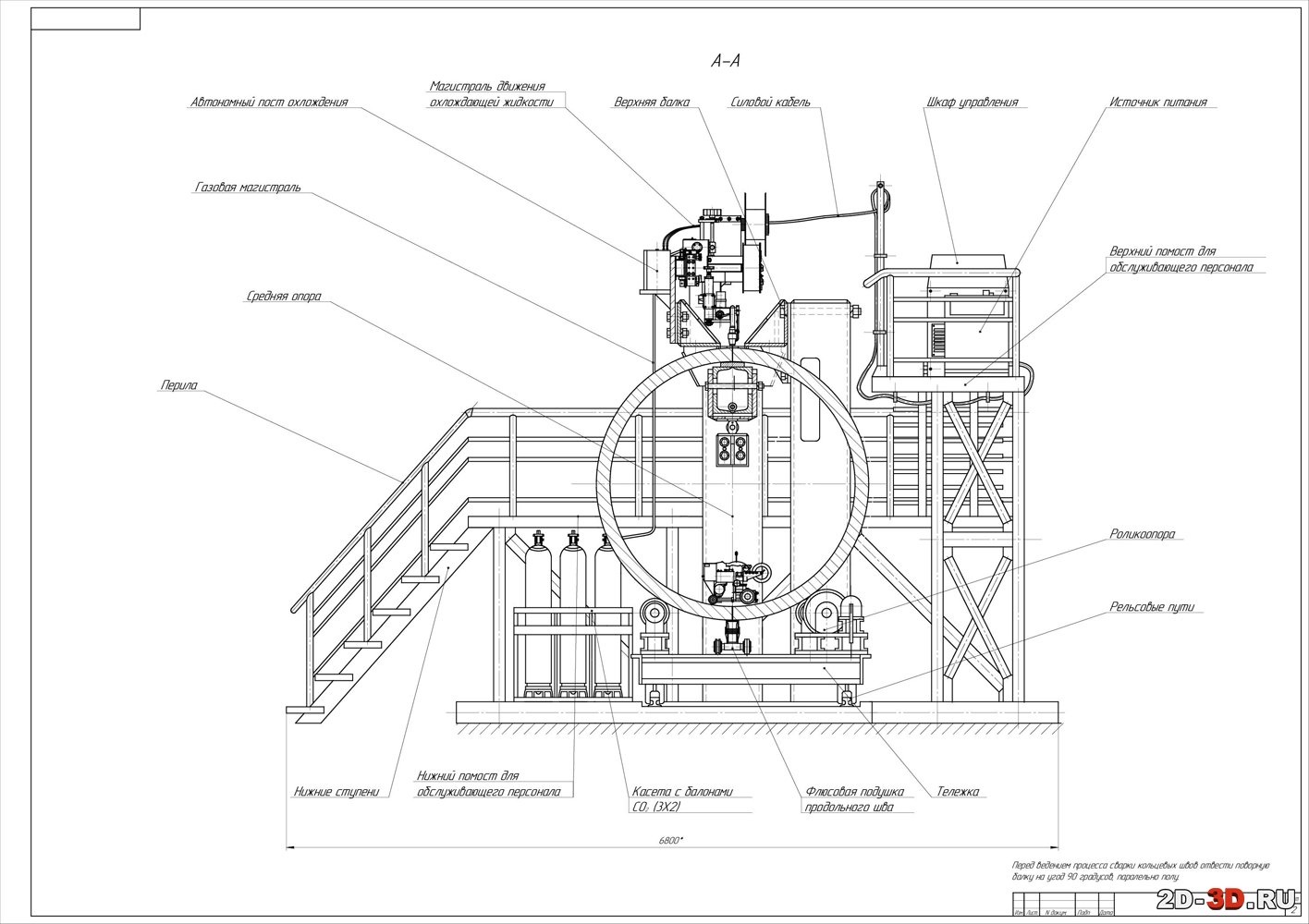
В дипломной работе был разработан первичный газосепаратор. Первичный газосепаратор предназначен для отделения от природного газа капельной жидкости. В ходе проведенной квалификационной работы разработан процесс сборки-сварки корпуса газосепаратора, произведен расчет режимов сварки, спроектирована технологическая оснастка, выбрано сварочное оборудование и сварочные материалы. Приведены рекомендации по эксплуатации установки, т.е. требования к электроэнергии, вентиляции и чистоте помещений и освещению цеха, где должна находиться данная установка. Приведен расчёт экономической эффективности. При рассмотрении возможных опасных факторов были приведены меры по охране труда и защите окружающей среды.
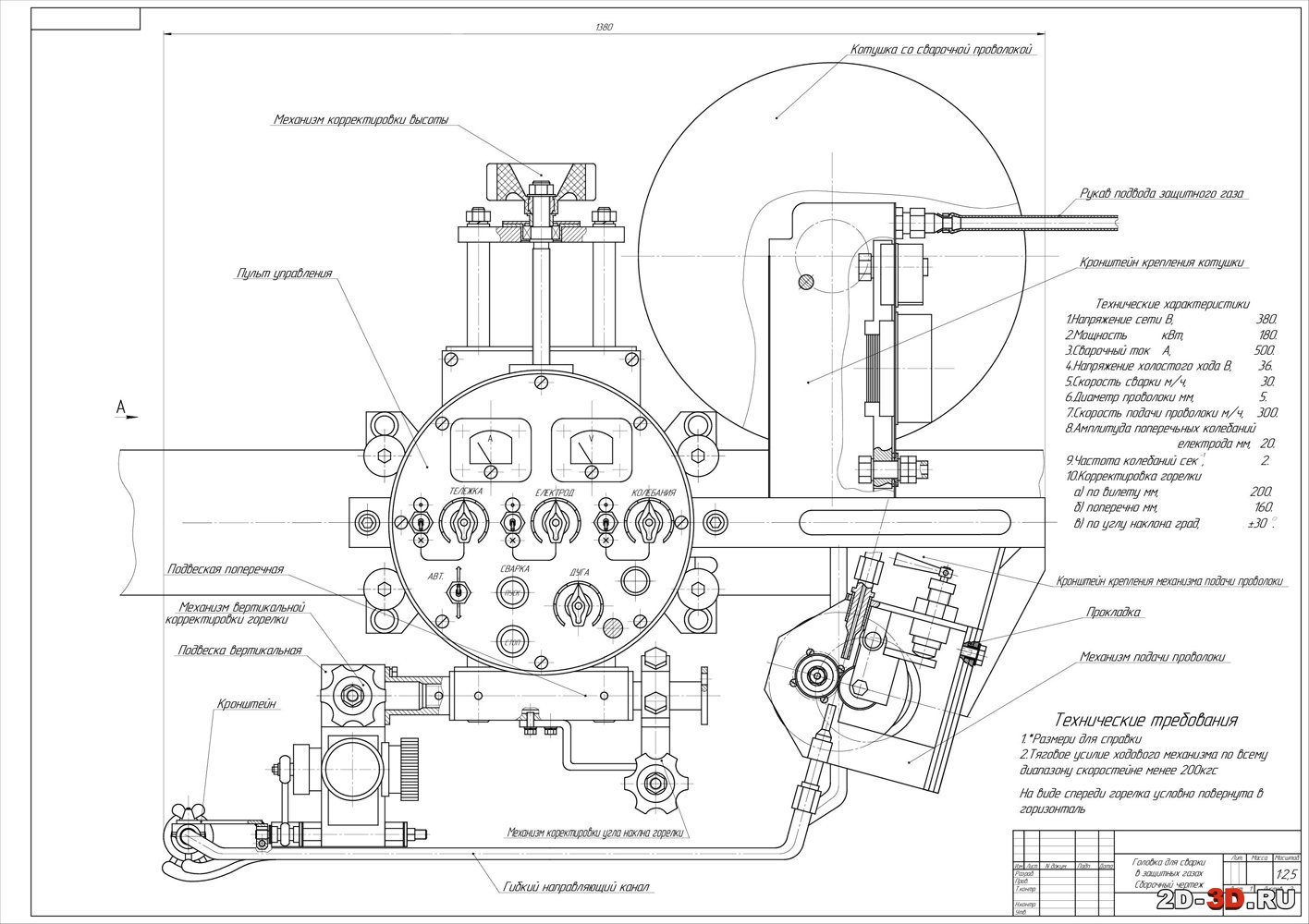
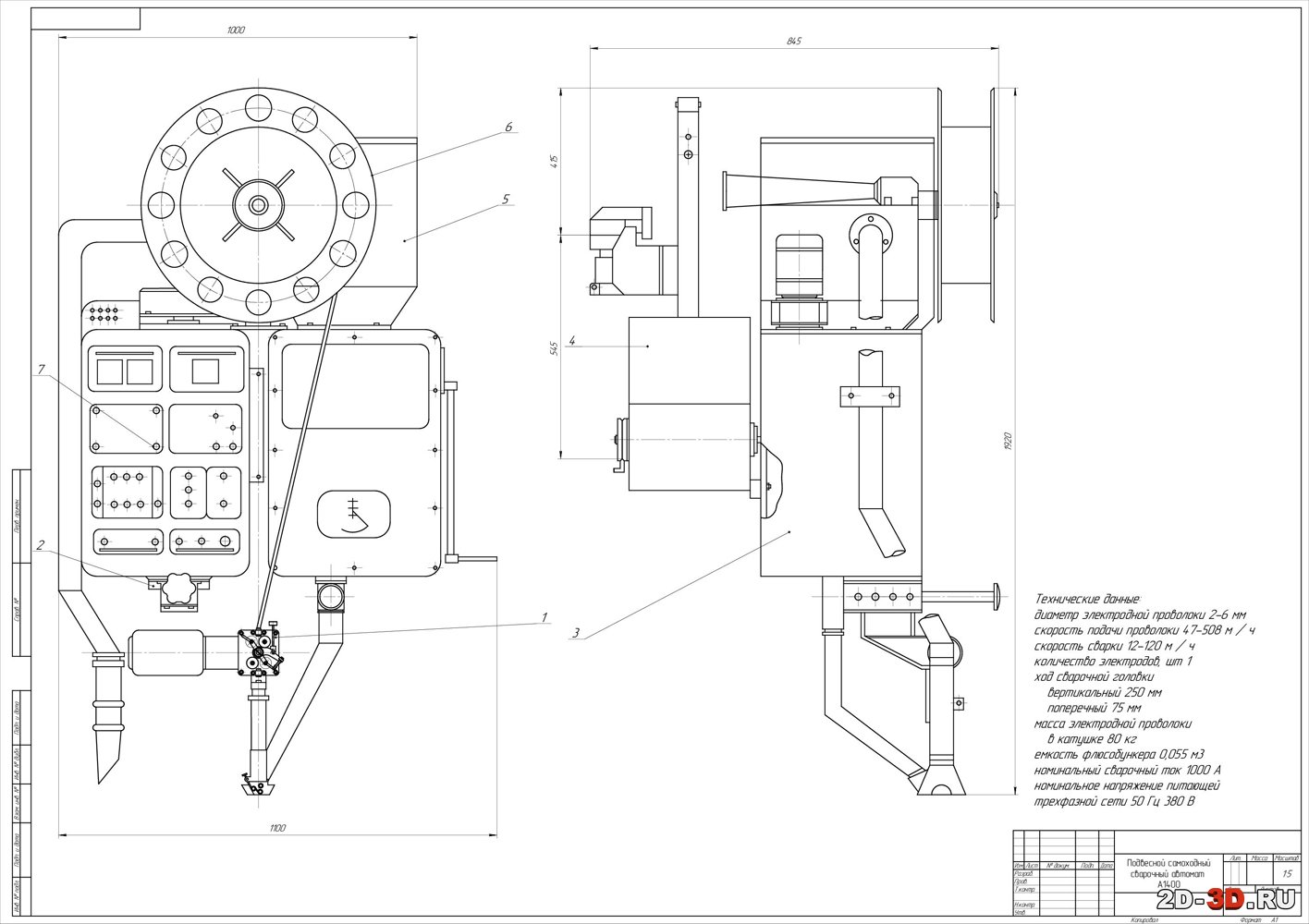
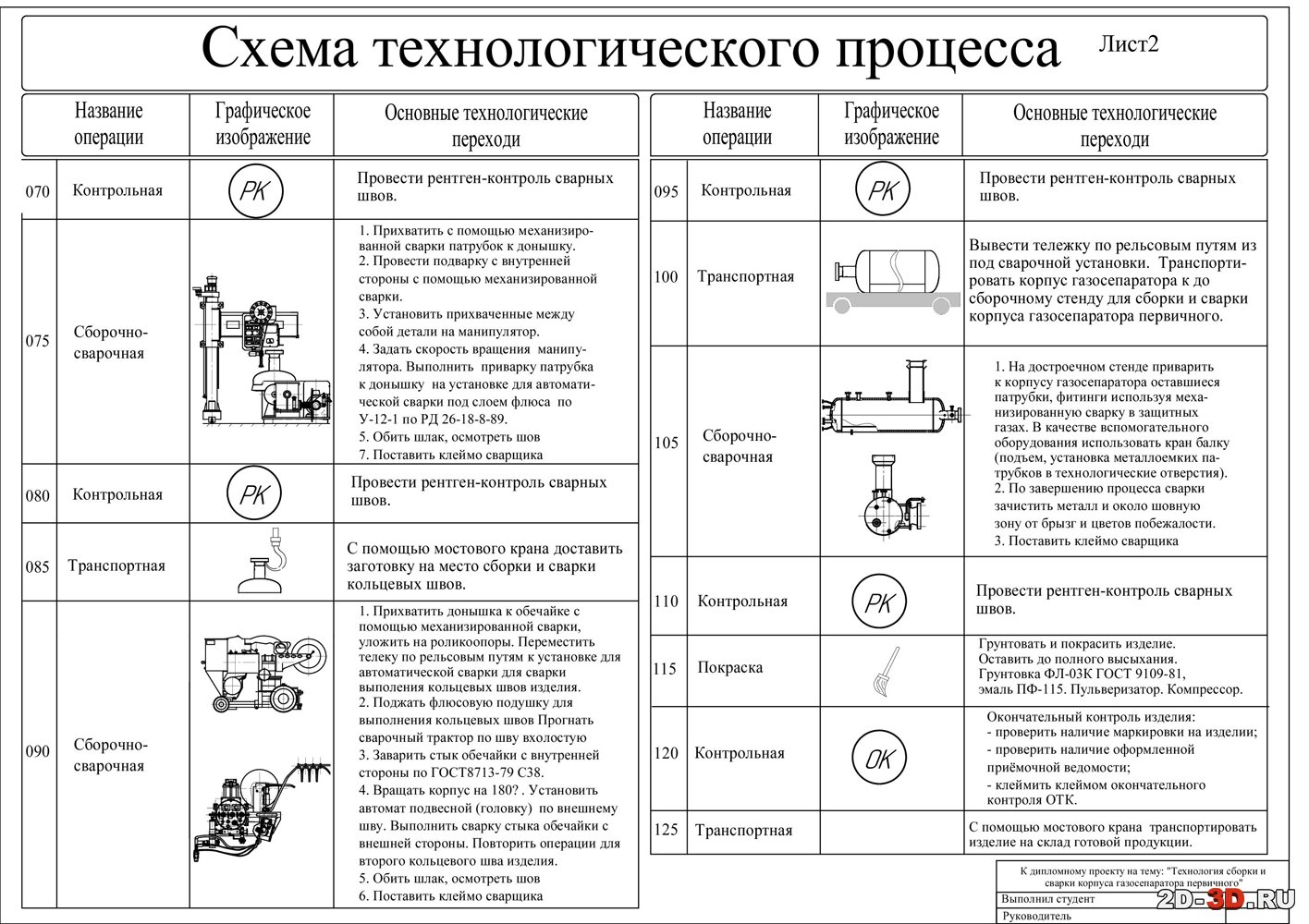
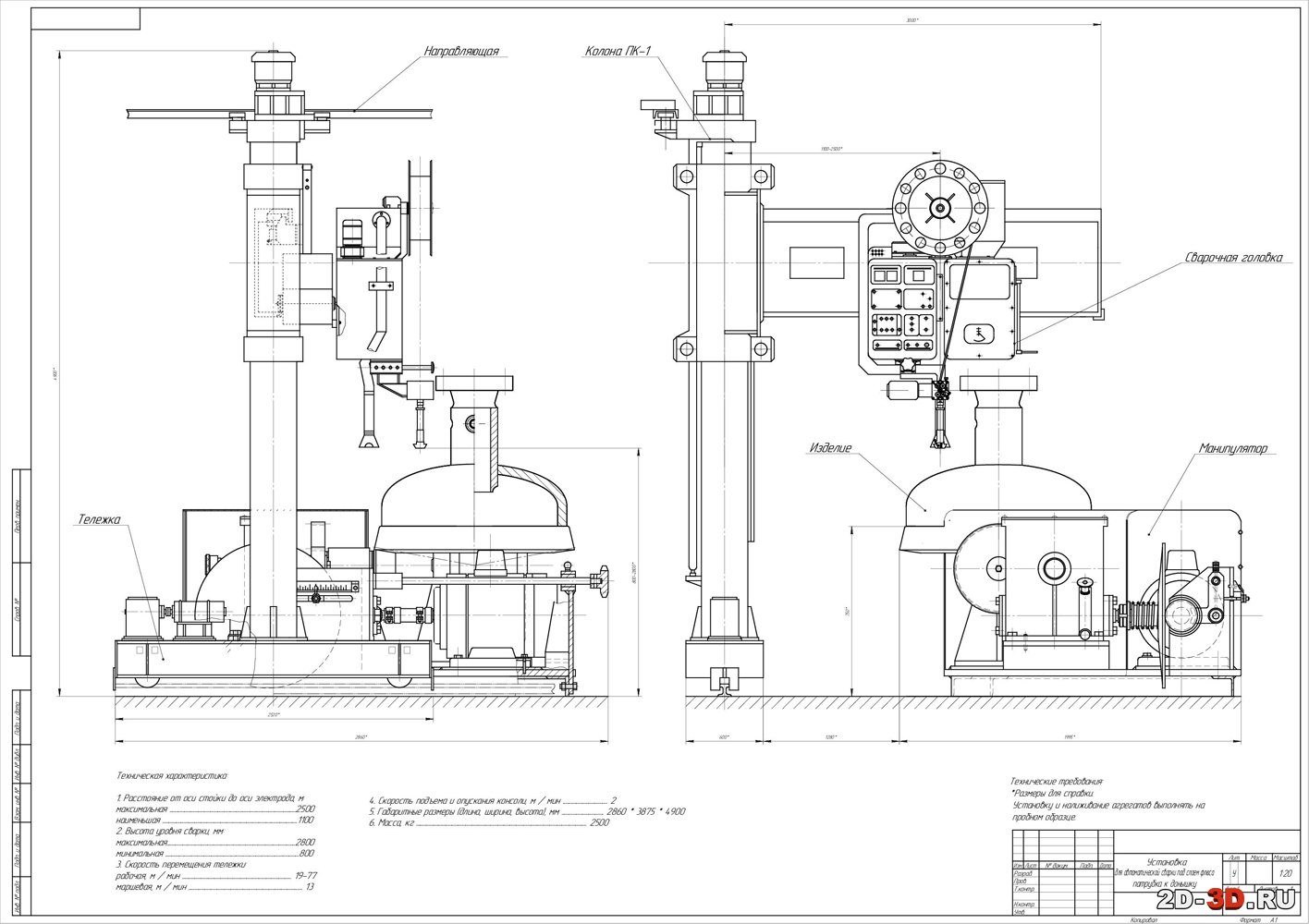
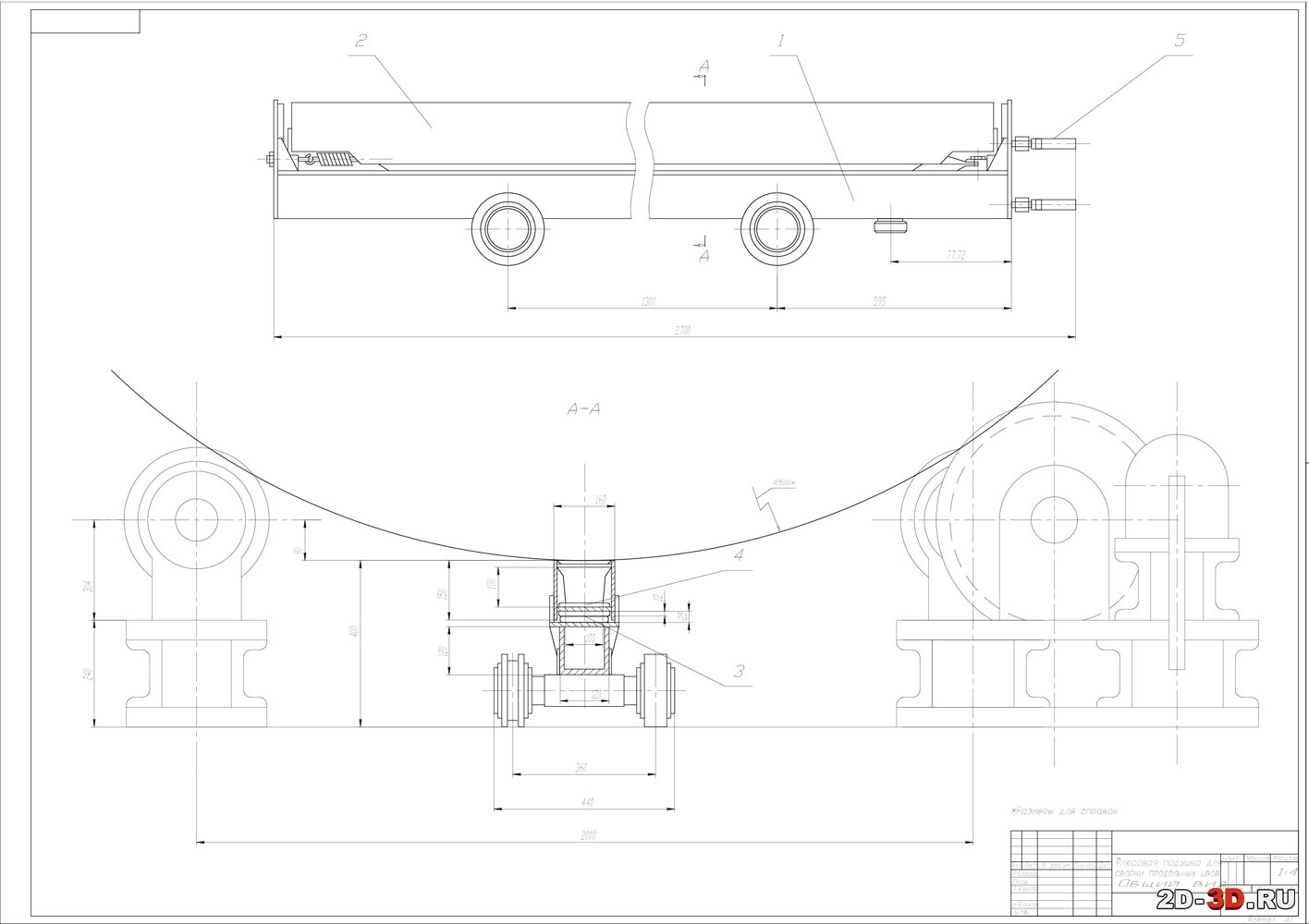
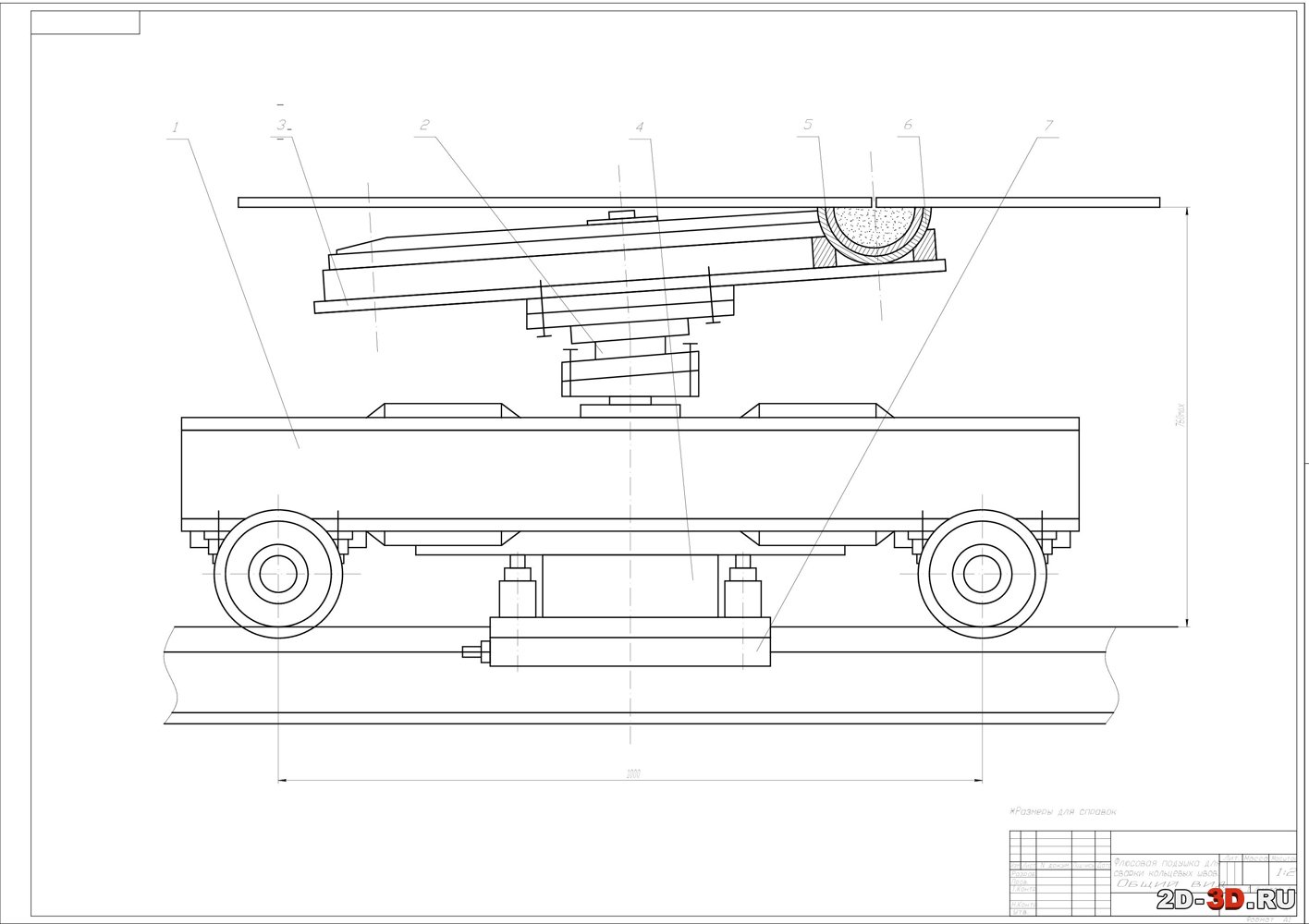
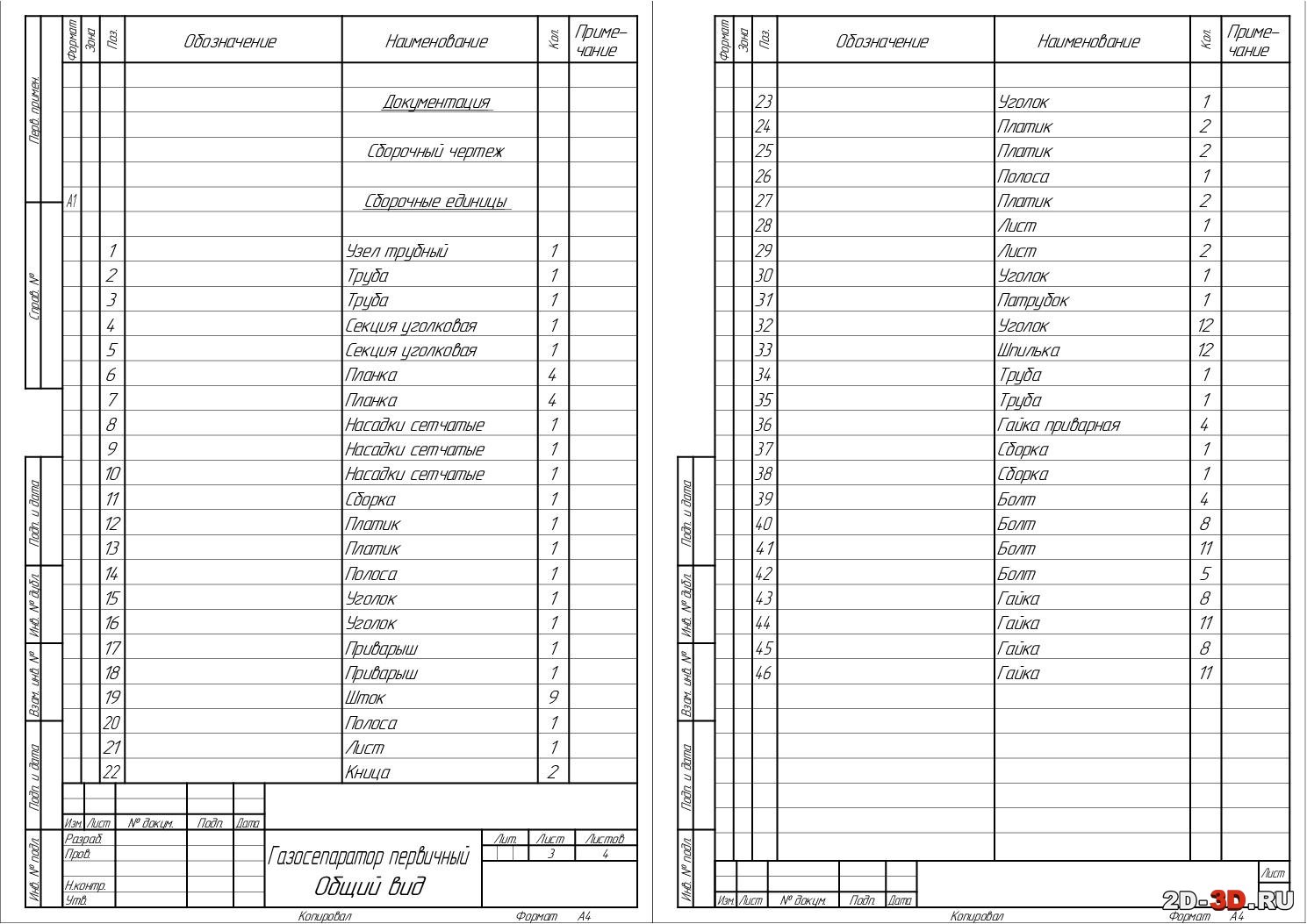
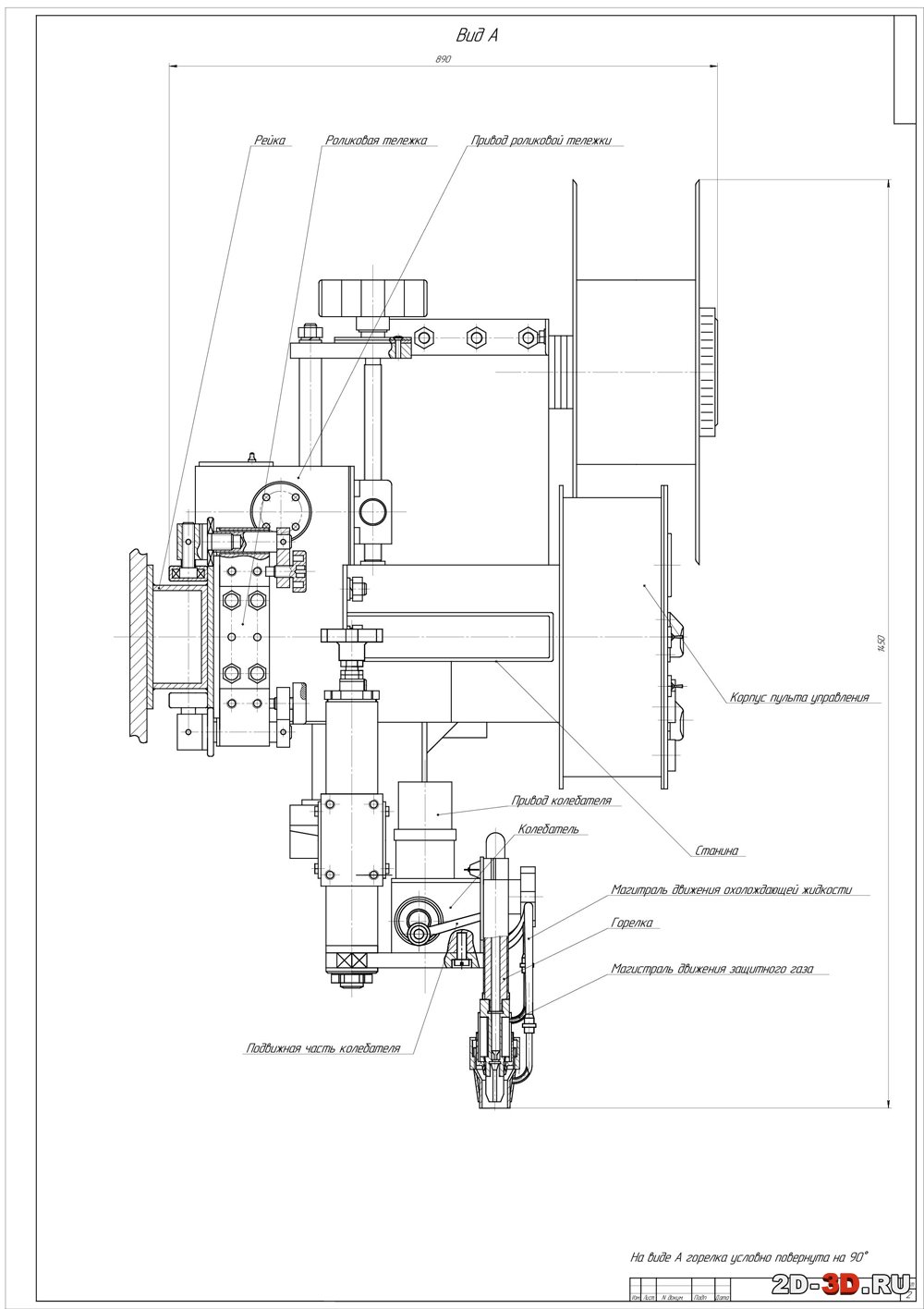
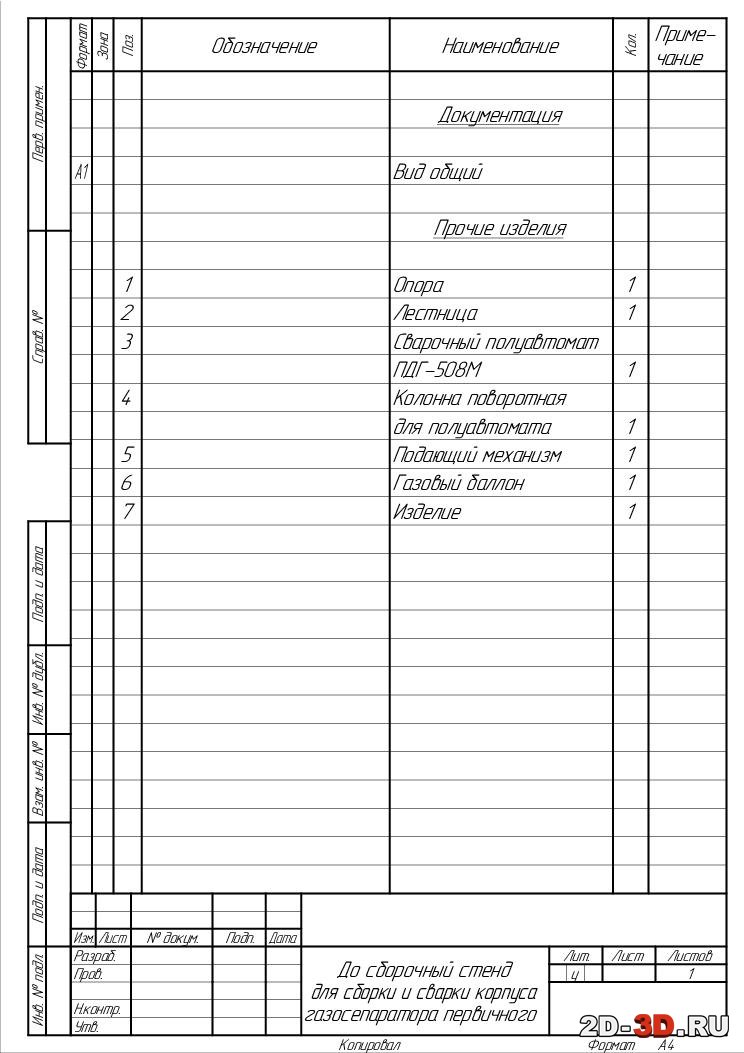
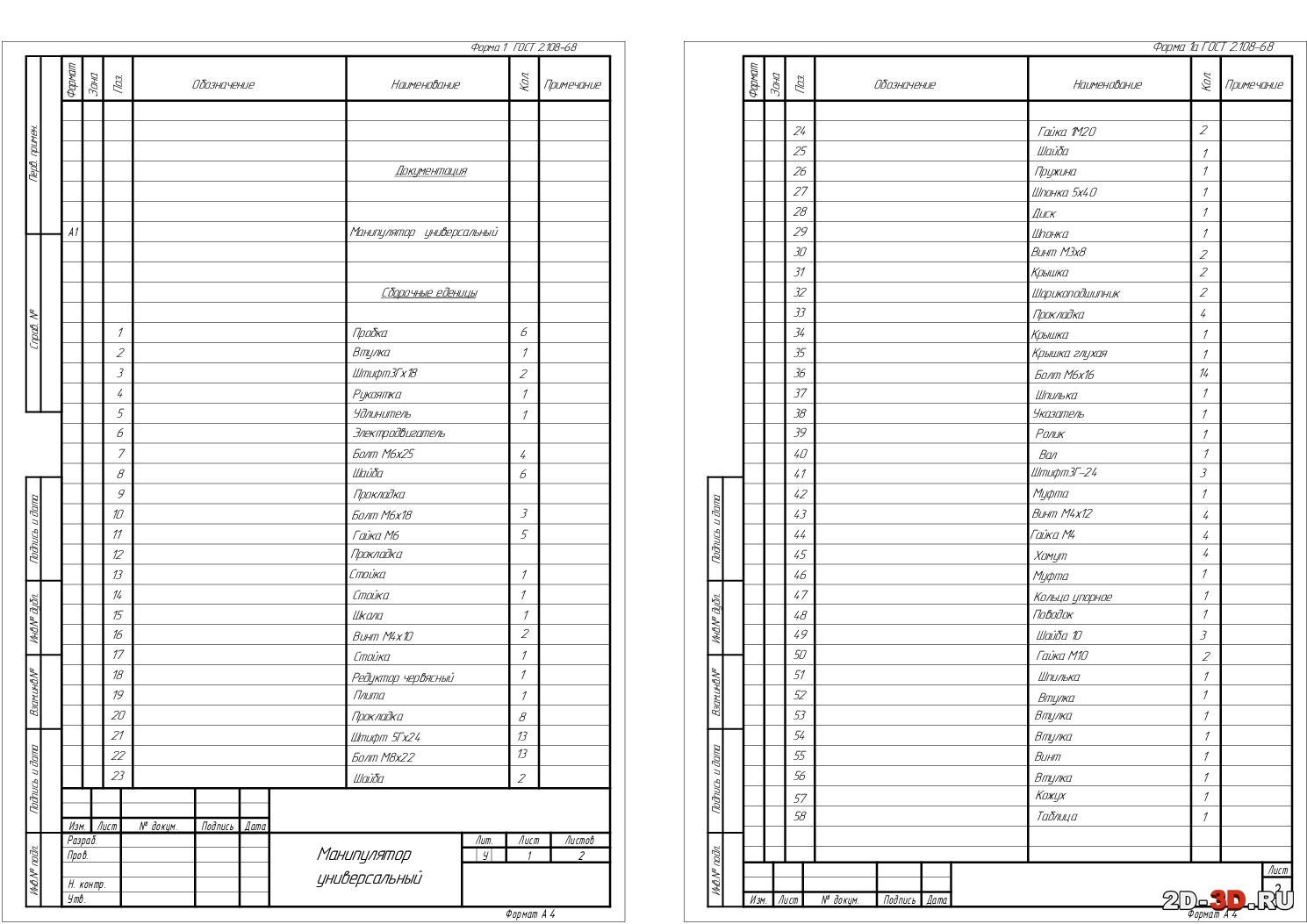
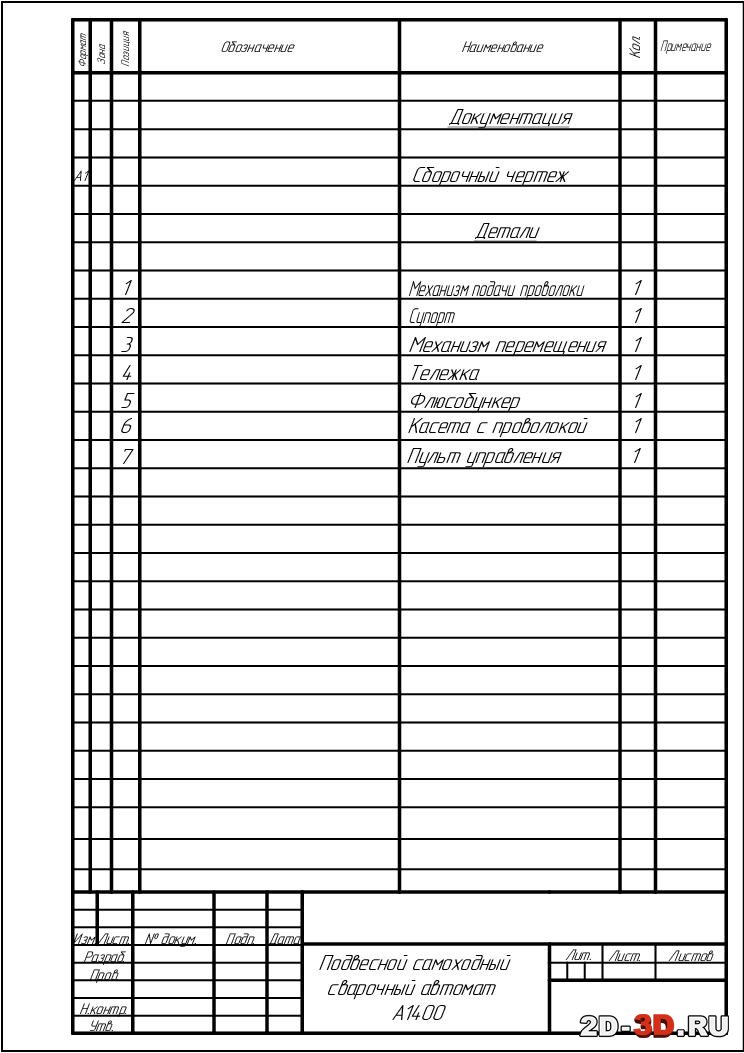
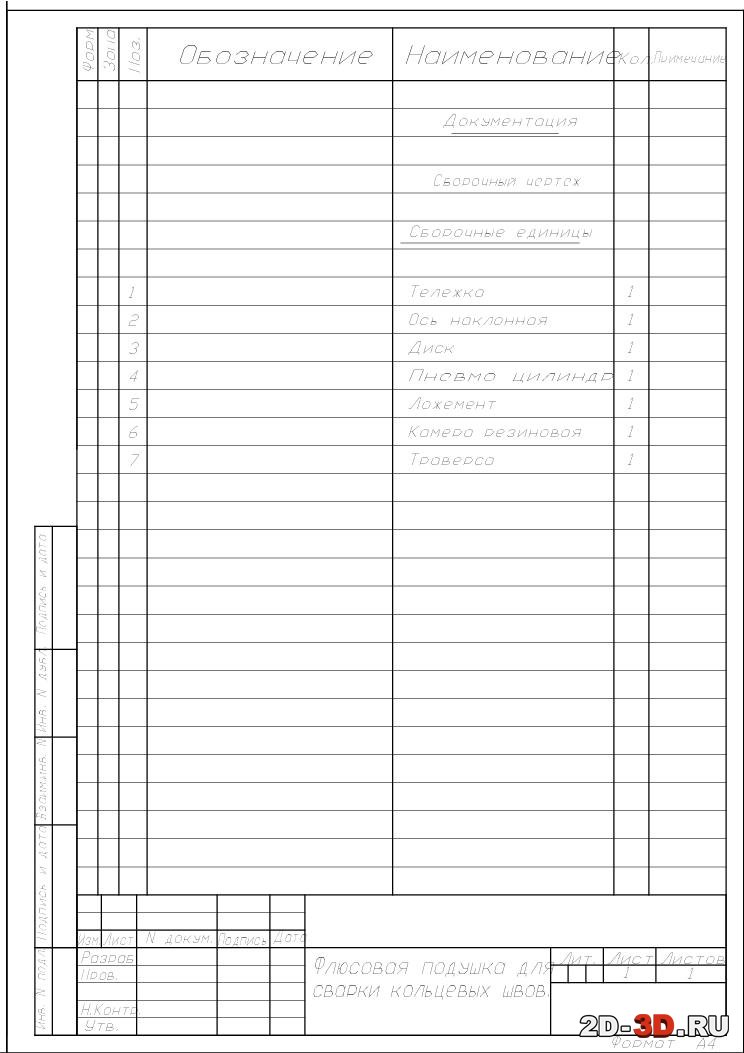
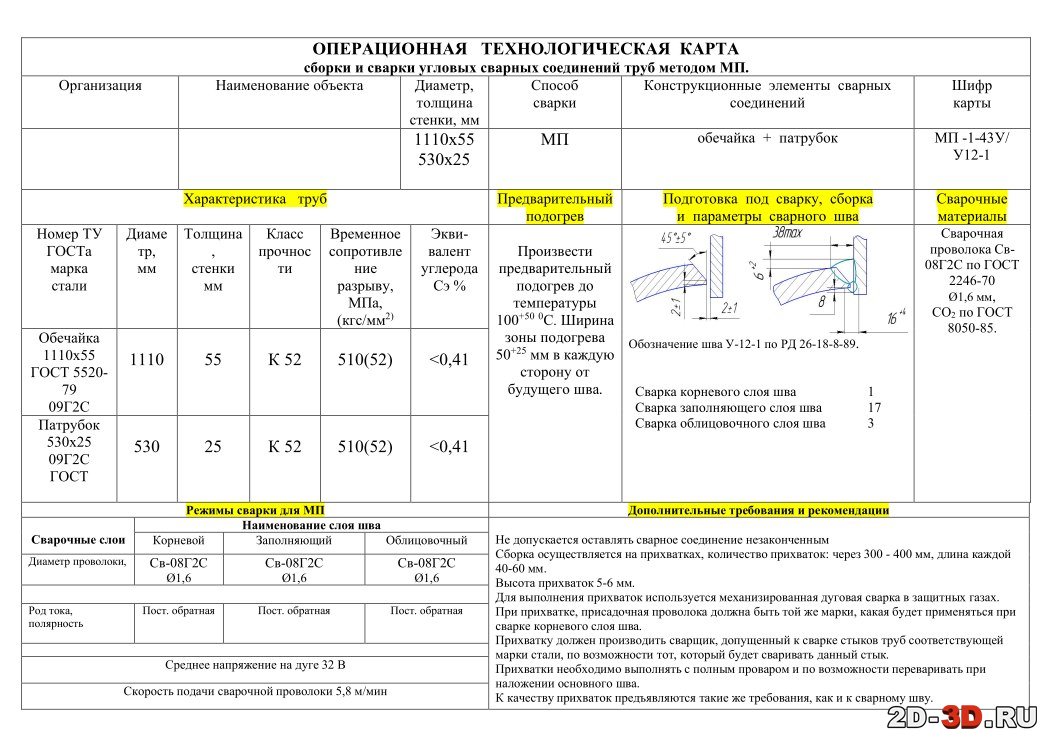
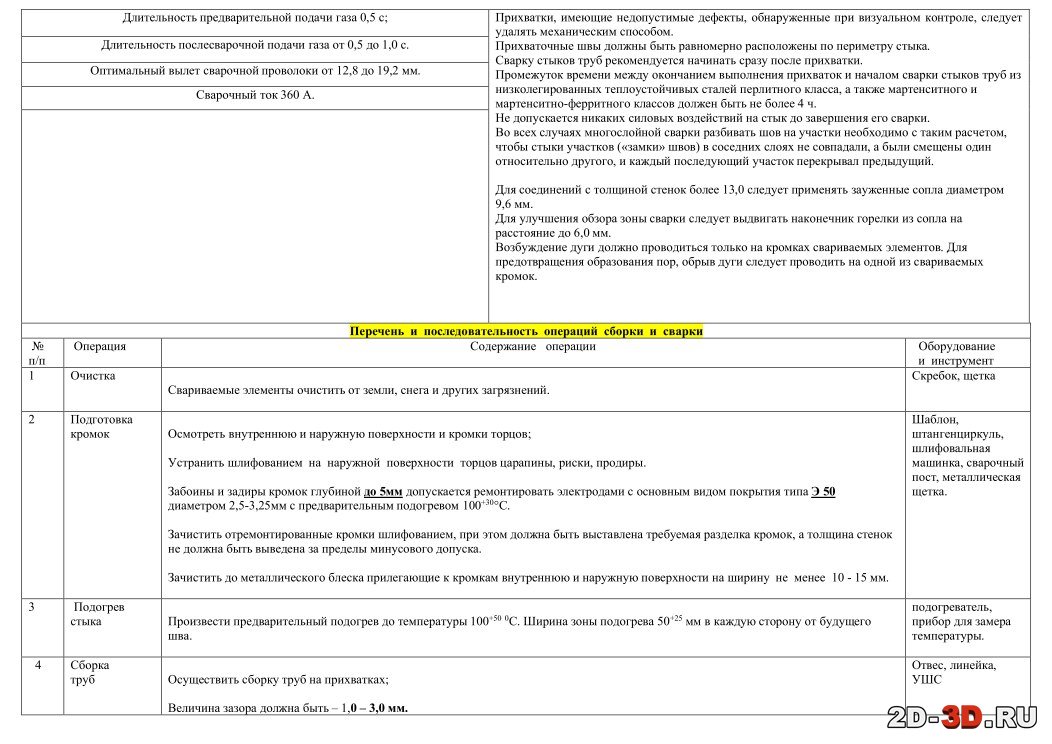
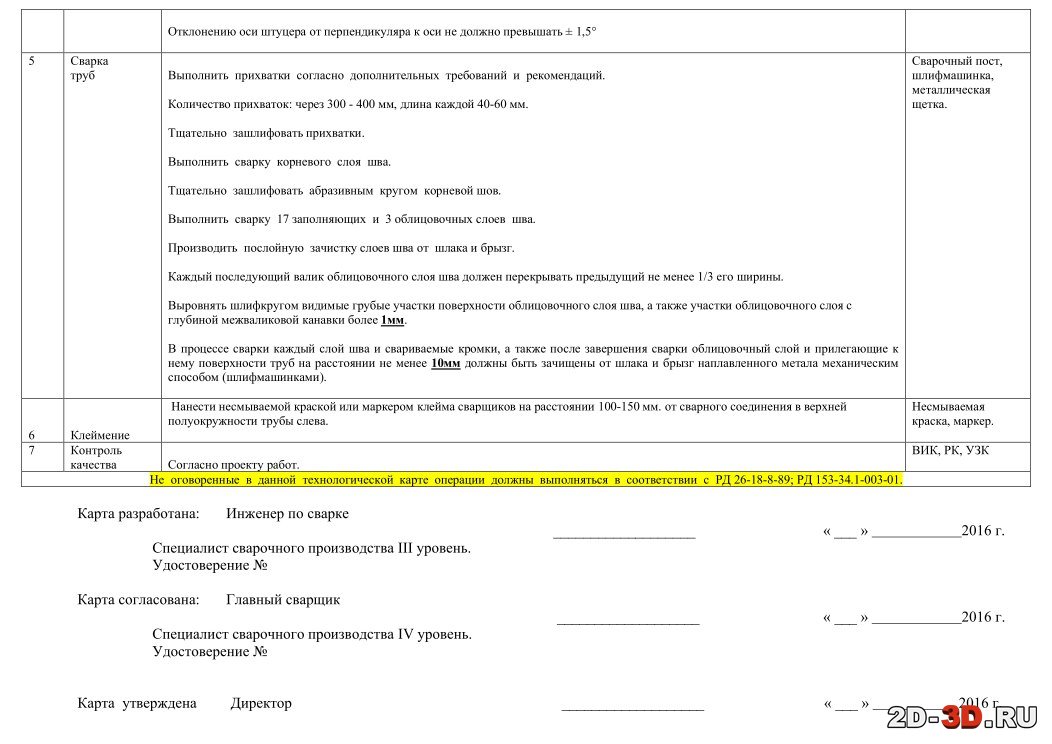
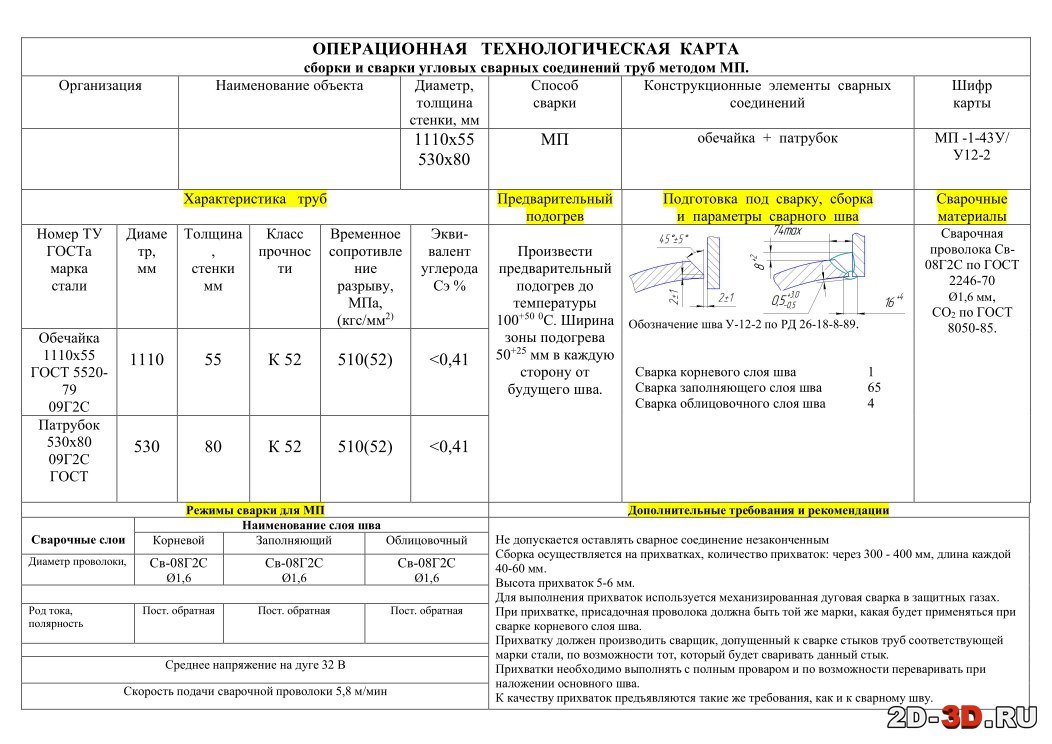
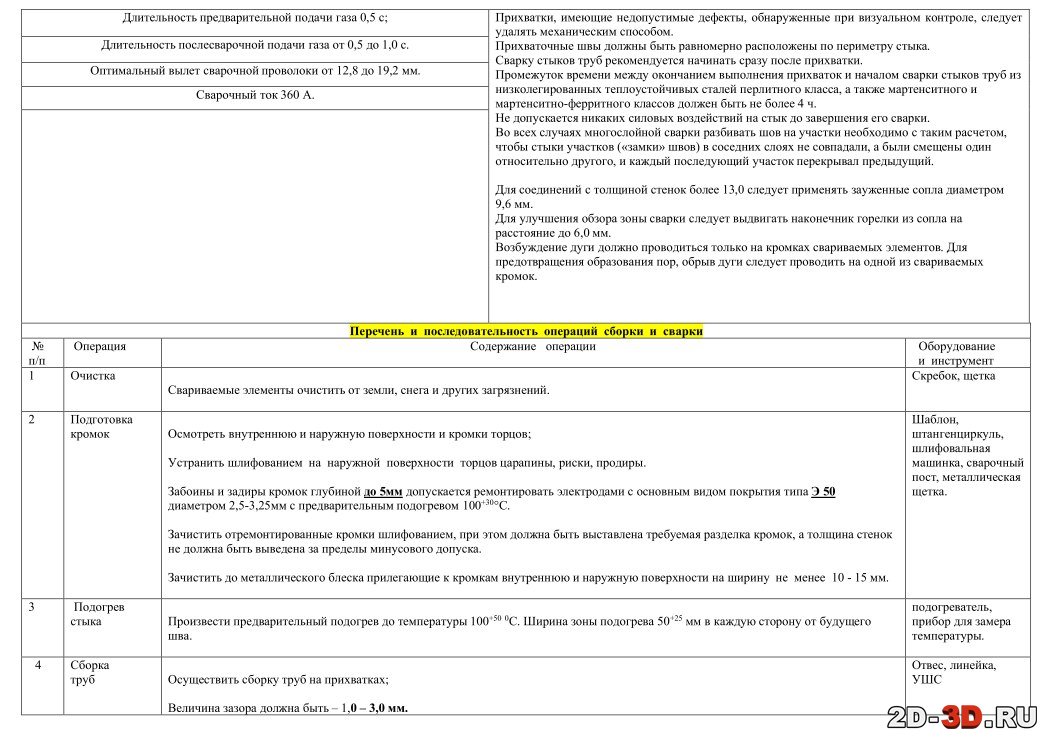
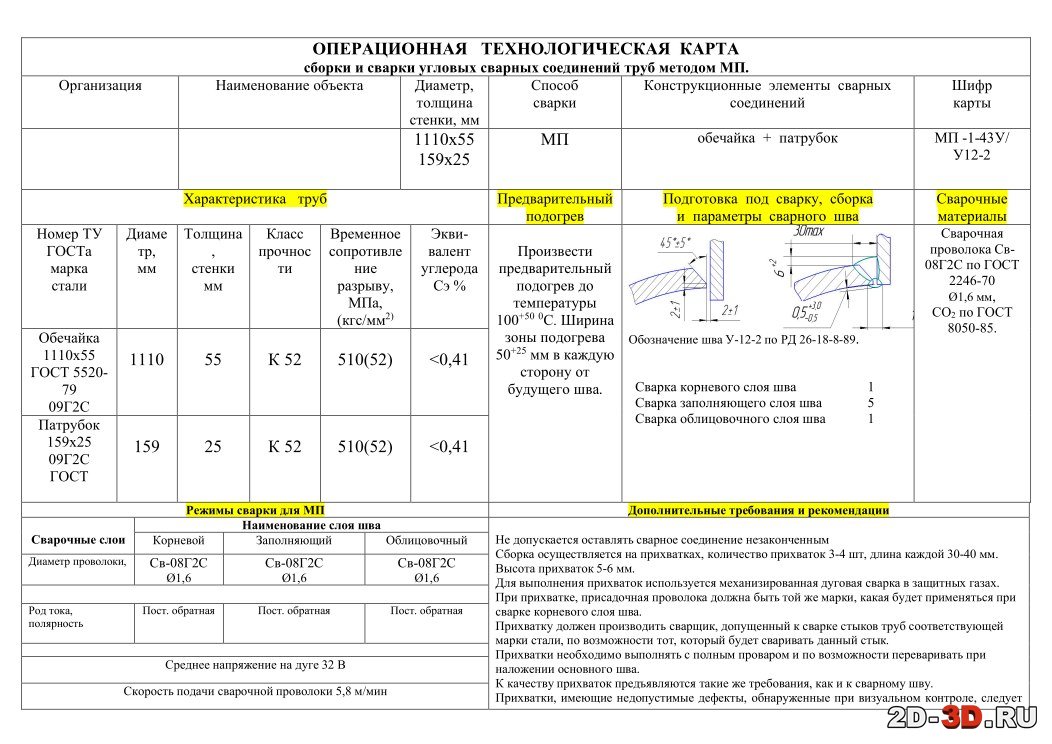
Список чертежей: 1. Газосепаратор первичный – чертеж общего вида на 2-х листах с спецификацией на 2-х листах 2. Газосепаратор первичный. Сварные швы. 3. Подвесной самоходный сварочный автомат А1400 – сборочный чертеж с спецификацией. 4. До сборочный стенд для сборки и сварки корпуса газосепаратора первичного – сборочный чертеж с спецификацией 5. Манипулятор универсальный – сборочный чертеж с спецификацией на 2-х листах 6. Головка для сварки в защитных газах. Сборочный чертеж 7. Схема технологического процесса на 2-х листах 8. Установка для автоматической сварки под слоем флюса патрубка к донышку. Сборочный чертеж 9. Установка для автоматической сварки газосепаратора первичного. Общий вид на 2-х листах. 10. Флюсовая подушка для сварки продольных швов. Общий вид с спецификацией. 11. Флюсовая подушка для сварки кольцевых швов. Общий вид с спецификацией. 12. Технологическая карта Шов №3 на 3-х листах 13. Технологическая карта Шов №4 на 3-х листах 14. Технологическая карта Шов №5 на 3-х листах 15. Технологическая карта Шов №6 на 3-х листах
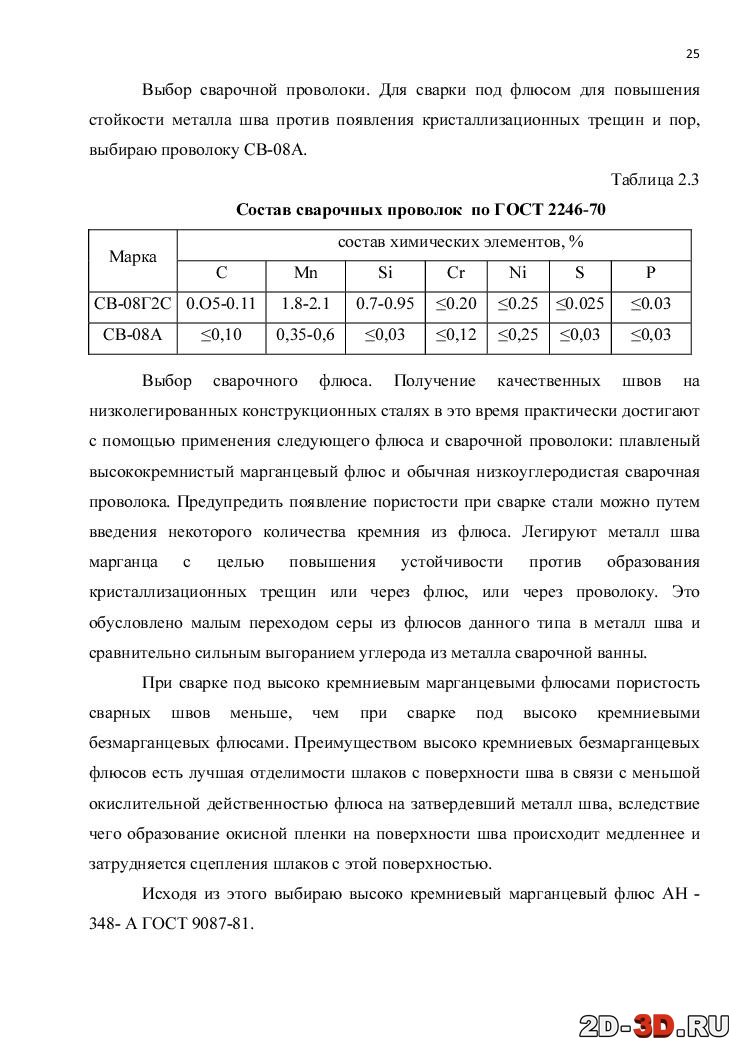
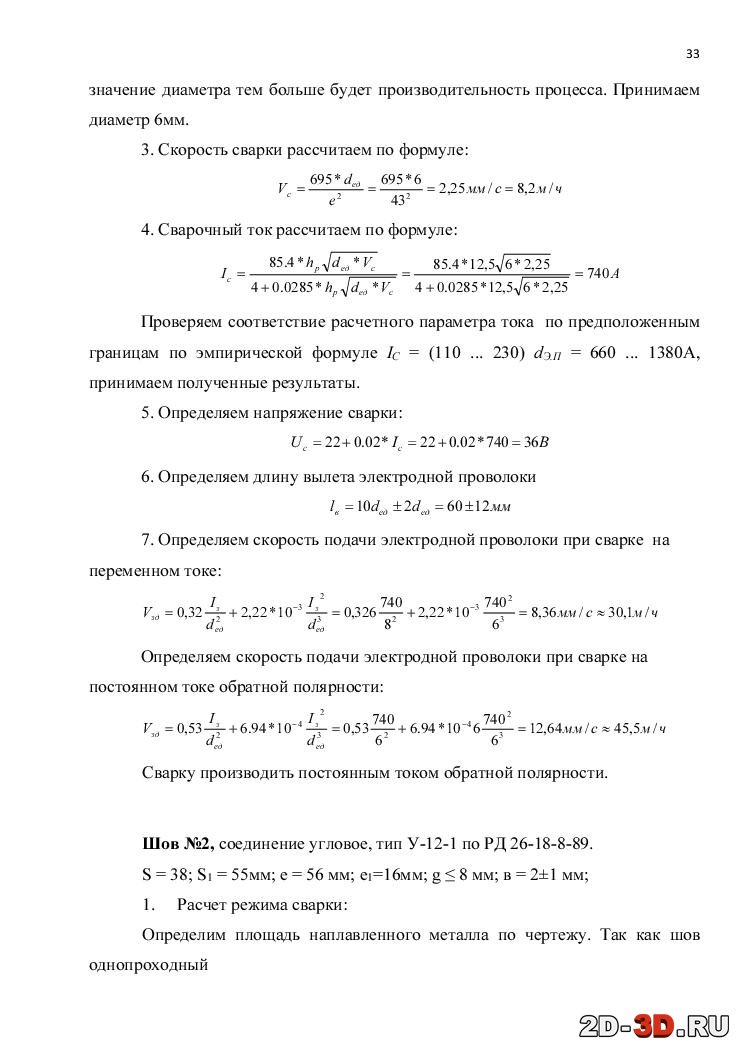
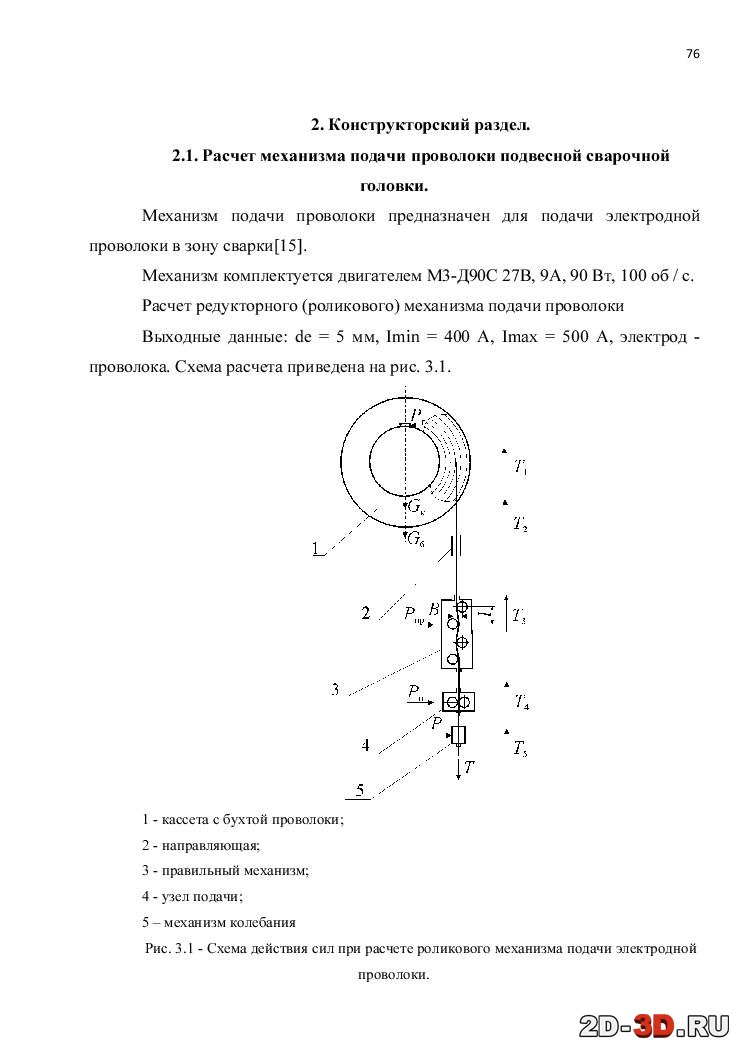
Содержание расчетно-пояснительной записки: РЕФЕРАТ Аннотация Задание Введение 1 . Технологический раздел 1.1. Описание конструкции 1.2. Условия работы конструкции 1.3. Характеристика основного материала конструкции. Входной контроль основного материала 1.4. Свариваемость основного материала конструкции 1.5. Сварные соединения 1.6. Обоснование выбранного способа сварки 1.7. Выбор сварочных материалов. Контроль сварочных материалов 1.8. Выбор типа сварочных соединений, размеров и подготовки кромок 1.9. Расчет режимов сварки 1.10. Выбор вспомогательного сварочного оборудования 1.11. Установка для приварки патрубка к донышку 1.12. Техническое описание установки для выполнения продольных и кольцевых швов изделия 1.13. Разработка технологического процесса изготовления изделия 1.14. Контроль качества сварных соединений 2. Конструкторский раздел 2.1Расчет механизма подачи проволоки подвесной сварочной головки 2.2. Планировка сборочно сварочного участка 3.Экономический раздел 4.Безопасность разрабатываемого технологического процесса сборки-сварки первичного газосепаратора 4.1. Сравнительная характеристика процессов сварки по базовой и новой запроектированной технологии 4.2. Краткая характеристика типов сварки 4.2.1. Сварка под флюсом 4.2.2. Механизированная сварка в защитных газах 4.3. Предложения по повышению безопасности технологического процесса и оборудования 4.3.1. Оптимизация параметров воздушной среды 4.3.2. Оптимизация производственного освещения 4.3.3. Защита от излучений 4.3.4. Защита от шума и вибрации 4.3.5. Обеспечение безопасной эксплуатации баллонов 4.3.6. Обеспечение электробезопасности. Общие требования к сварочному оборудованию 4.3.7 . Пожарная безопасность 4.3.8 . Нормализация экологической ситуации 4.4. Расчет вентиляции Заключение Список использованных источников Приложение
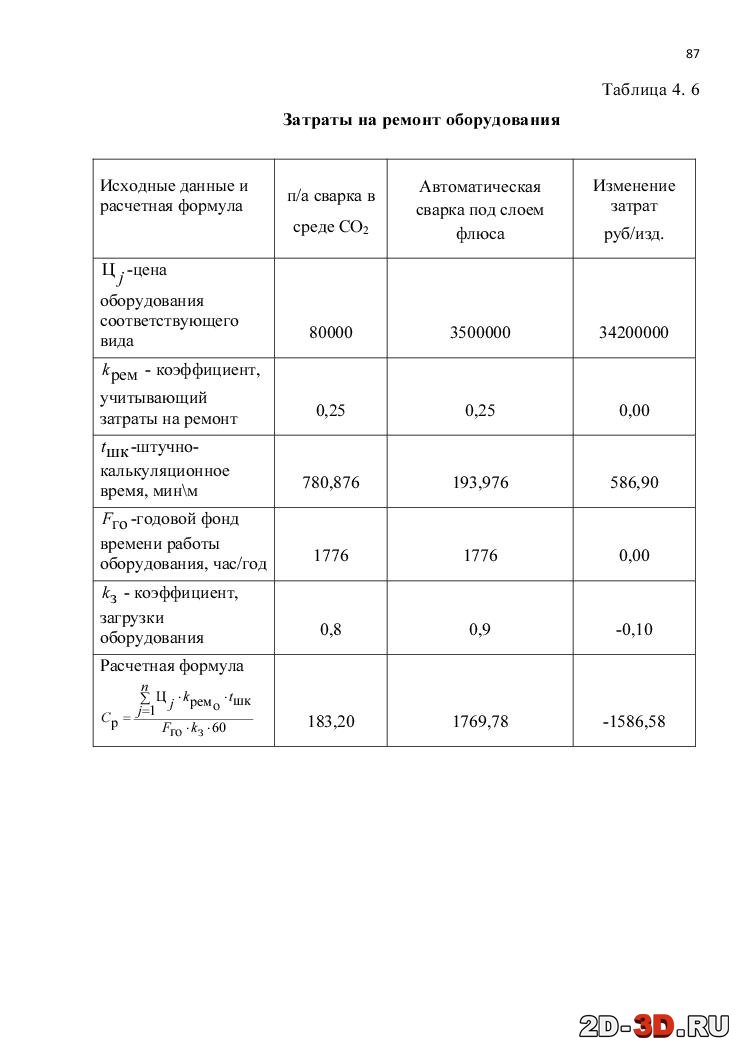
На основании выполненного анализа основных материалов изделия, используемых для изготовления газосепаратора первичного, также учитывая конструкцию изделия и требования нормативных документов в данном дипломном проекте: - разработан технологический процесс изготовления изделия, с применением автоматической сварки под слоем флюса в паре с автоматической сваркой в защитных газах плавящимся электродом, в качестве вспомогательного способа сварки выбрано механизированную сварку в защитных газах. Предложенные способы обеспечивают высокую производительность в процессе изготовления изделия; - проведен расчет режимов сварки; - выбраны сварочные материалы обеспечивающие получение качественных сварных соединений газосепаратора первичного; - выбрано основное, современное высокопроизводительное сварочное оборудование; - проанализированы опасные и вредные производственные факторы. Рассмотрены мероприятия по снижению уровня шума, запыленности и загазованности воздуха рабочей зоны, воздействию электрического тока на обслуживающий персонал; - уменьшению общей себестоимости продукции способствовало сокращение затрат на расходный материал, ремонт оборудования и уменьшение заработной платы.








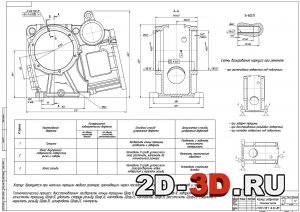 Разработка технологического процесса ремонта корпуса редуктора лифта ПП-0411Щ
Разработка технологического процесса ремонта корпуса редуктора лифта ПП-0411Щ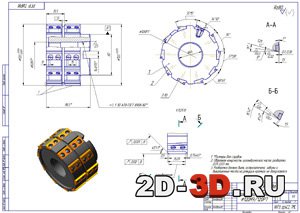 Проектирование технологического процесса изготовления детали корпус развертки
Проектирование технологического процесса изготовления детали корпус развертки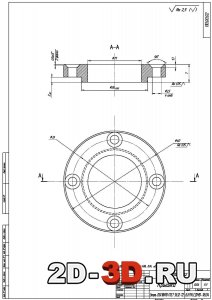 Разработка технологического процесса изготовления крышки
Разработка технологического процесса изготовления крышки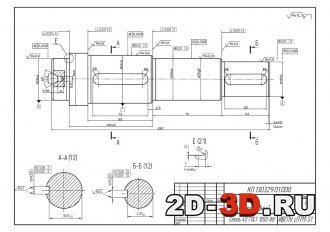 Технология механической обработки тихоходного вала
Технология механической обработки тихоходного вала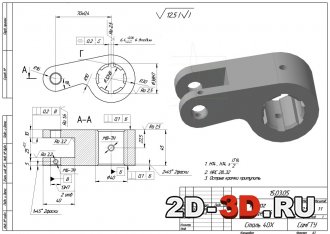 Разработка технологического процесса обработки детали «Рычаг шлицевой»
Разработка технологического процесса обработки детали «Рычаг шлицевой» Ремонт корпуса дифференциала МТЗ-80
Ремонт корпуса дифференциала МТЗ-80