
| Тип проекта | Учебный | Кол-во листов (чертежей) |
| Формат | cdw, Компас-3D, docx, Word | 30 |
Оборудование машиностроительных производств
Курсовой проект с чертежами и расчётами


Список чертежей:
Содержание проекта:
Состав и принцип действия роботизированного технологического комплекса
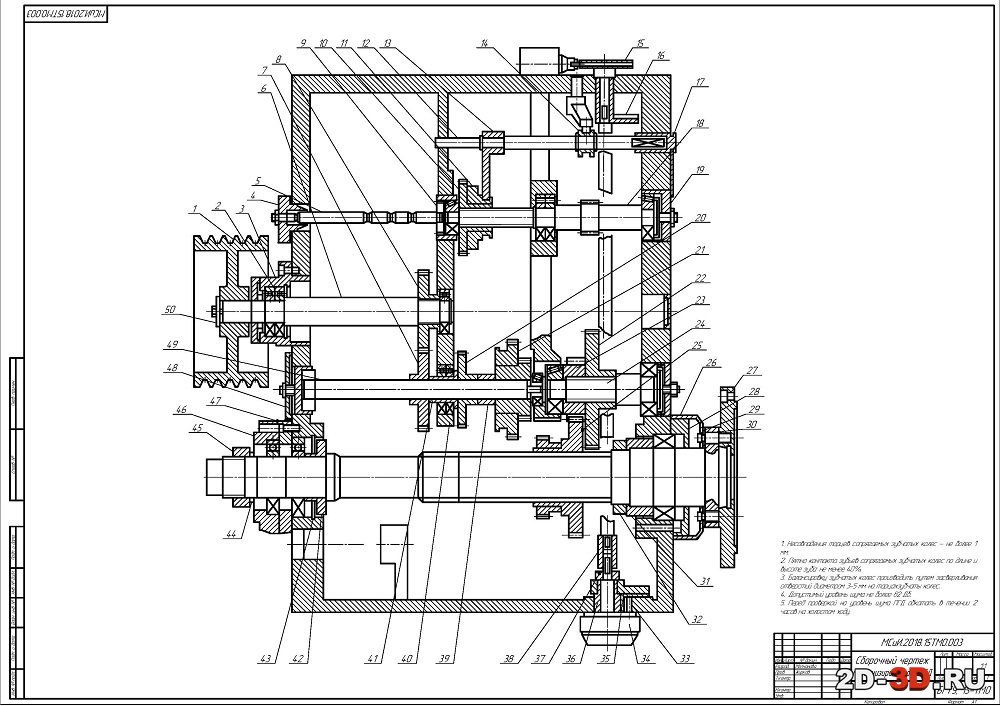
Анализ кинематической структуры привода главного движения для базового станка 16К30Ф323
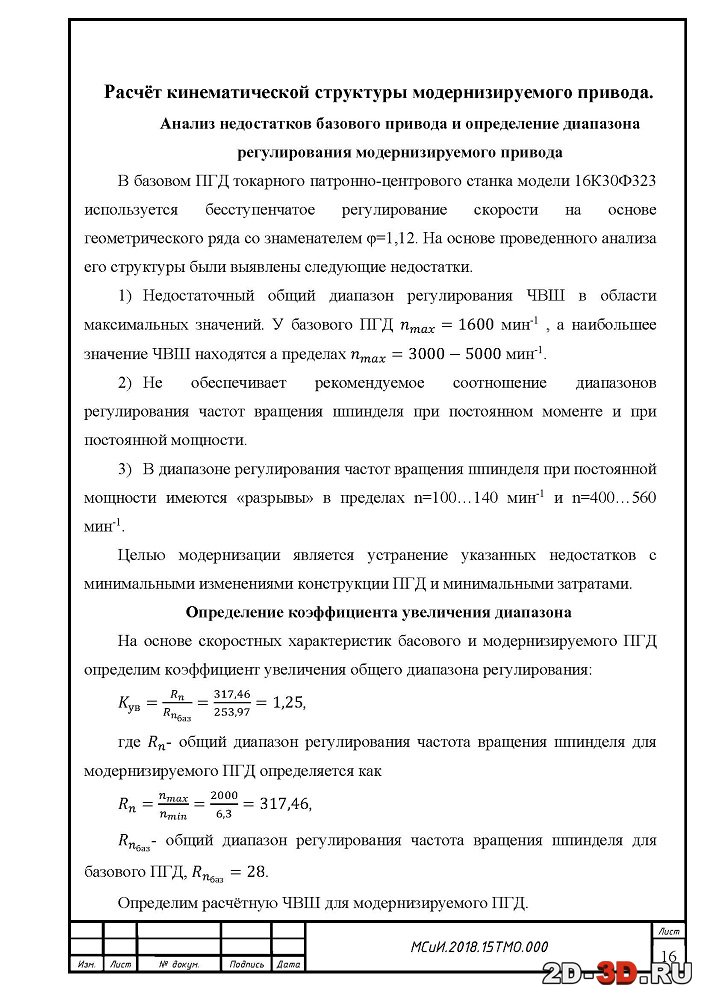
Расчёт кинематической структуры модернизируемого привода
Анализ недостатков базового привода и определение диапазона регулирования модернизируемого привода
Определение коэффициента увеличения диапазона
Выбор электродвигателя для модернизируемого привода
Расчёт структуры модернизируемого ПГД
Разработка кинематической схемы и графиков ЧВШ, мощности и крутящих моментов модернизируемого ПГД
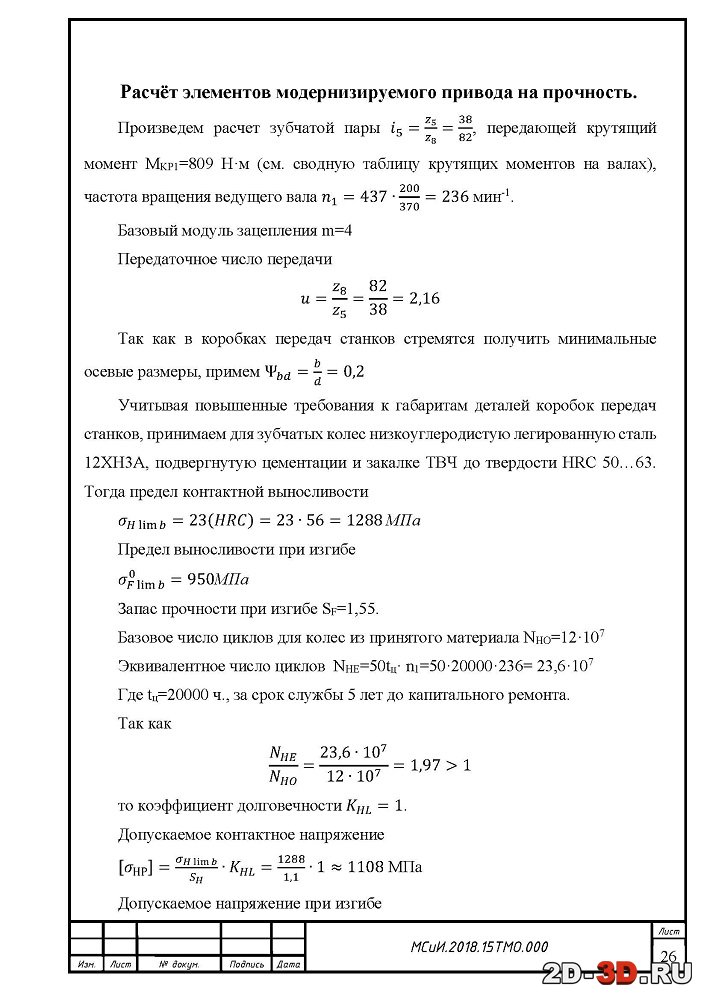
Расчёт элементов модернизируемого привода на прочность.
Список рекомендуемой литературы
Технические характеристика станка модели 16К30Ф323
Тип электродвигателя главного движения | |
Мощность электродвигателя главного движения | 30 кВт |
Номинальная частота вращения электродвигателя главного движения | 1000 об/мин |
Максимальная частота вращения электродвигателя главного движения | 2000 об/мин |
Пределы частот вращения шпинделя | 6,3…1600 об/мин |
Наибольший диаметр обрабатываемой заготовки | 500 мм |
Наибольшая длина обрабатываемой заготовки | 1400 мм |
Высота резца, устанавливаемого в резцедержателе | 32 мм |
Типовой РТК содержит следующие элементы: станки, магазины-накопители заготовок и деталей, шкафы ЧПУ, электрошкафы, гидростанции станков, вспомогательные устройства РТК. В основном РТК разрабатываются для производства деталей с небольшим временем обработки. Этот фактор накладывает определенные ограничения на применение ПР. При обслуживании одного станка время установки-снятия заготовок не существенно влияет на время цикла, поэтому возможно применение одноруких роботов. При обслуживании двух станков время установки-снятия заготовки уже существенно влияет на время цикла, поэтому экономичность применения одноруких или двуруких роботов будет зависеть как от цикла обработки, так и от взаимного расположения магазинов-накопителей заготовок и деталей. Для напольных роботов, так как магазины-накопители располагаются рядом, эти потери времени незначительны, поэтому допустимо применения одноруких роботов.
При разработке общего вида РТК необходимо: учесть размеры рабочей зоны станка, размеры рабочей зоны робота, обеспечить наличие тактовых столов-накопителей заготовок и деталей, разместить шкафы ЧПУ, электошкафы, гидростанцию станка, вспомогательные устройства РТК.
Типовые РТК, как правило, разработаны для определенного типоразмера деталей небольшой массы. Это позволяет применять промышленные роботы небольшой грузоподъёмности и меньших габаритов, но при этом технологические возможности станков полностью не используются, что существенно снижает универсальность применяемых РТК. В представленном курсовом проекте выбор напольного ПР будет основан на попытке максимально использовать технические возможности станков по массе обрабатываемой заготовки.
РТК построен на базе двух токарных патронно-центровых станков с ЧПУ модели 16К30Ф323, автоматического манипулятора напольного типа, накопителя заготовок и деталей.
Автоматический манипулятор в составе РТК выполняет следующие операции: снятие заготовок из тары, транспортирование его к патрону станка, установку в него заготовки, взятие из патрона обработанной детали и транспортирование детали к таре и установку в соответствующей ячейке.
Роботы, выпускаемые промышленностью, отличаются значительным разнообразием конструкций, технических характеристик, сфер применения и т.д. Для установления рациональной области применения роботов, составления типажа необходимо знать их классификацию по различным признакам и основные технические характеристики.
Технические характеристики промышленного робота согласно ГОСТ 25685-83 включают номинальную грузоподъёмность, зону обслуживания роботом, рабочую зону ПР, число степеней подвижности, скорость перемещения по степени подвижности, погрешность позиционирования рабочего органа, погрешность обработки траектории рабочего органа.
Грузоподъёмность – наибольшая масса захватываемого ПР объекта производства, при которой гарантируется захватывание, удержание и обеспечение установленных значений эксплуатационных характеристик ПР.
Число степеней подвижности промышленного робота – это сумма возможных координатных движений захваченной детали относительно звена: стойки, основания и т.д. (движение зажима детали захватным устройством здесь не учитывается).
Зона обслуживания ПР – это пространство, в котором рабочий орган выполняет свои функции в соответствии с назначением робота и установленными значениями его характеристик.
Рабочая зона промышленного робота – это пространство, в котором может находиться рабочий орган при его функционировании. Рабочая зона может иметь объём от 0,01 м3 (при особо точных операций) и свыше 10 м3 (для передвижных роботов).
Погрешность позиционирования – отклонение положения рабочего органа от заданного управляющей программой. Большинство современных ПР имеет погрешность ±0,1 … 2,5 мм (для грубых работ от ± 1 до ±5 мм, для точных работ от ±0,1 до ±1 мм, для высокоточных работ до ±0,1 мм).
Линейная скорость исполнительного механизма у большинства ПР составляет 0,5-1 м/с, а угловая 90-180?/с.
По способу установки на рабочем месте различают промышленные роботы напольные, портальные и встроенные. Напольные роботы компактны, но следствием этой компактности являются ограниченная грузоподъёмность (до 20 кг) и небольшая зона обслуживания: обслуживают, как правило, станок реже два станка.
Целесообразность применения того или иного исполнения промышленного робота в РТК может дать только полноценный экономический анализ при расчете себестоимости детали.
Таблица 1
В базовом ПГД токарного патронно-центрового станка модели 16К30Ф323 используется бесступенчатое регулирование скорости на основе геометрического ряда со знаменателем =1,12. На основе проведенного анализа его структуры были выявлены следующие недостатки.
| Тип проекта | Учебный | Кол-во листов (чертежей) |
| Формат | cdw, Компас-3D, docx, Word | 30 |
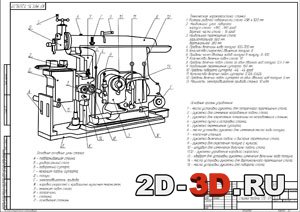 Поперечно-строгальный станок СПС-01
Поперечно-строгальный станок СПС-01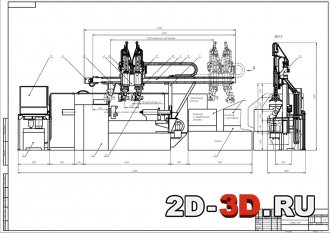 Модернизация главного привода токарно-винторезного станка мод. КА280 (16К20) с целью повышения производительности
Модернизация главного привода токарно-винторезного станка мод. КА280 (16К20) с целью повышения производительности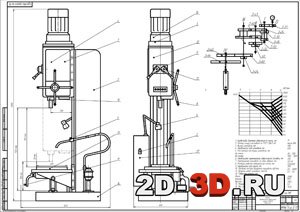 Станок вертикально-сверлильный с максимальным диаметром сверления 35 мм
Станок вертикально-сверлильный с максимальным диаметром сверления 35 мм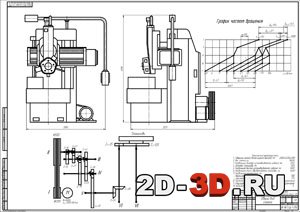 Токарно-карусельный одностоечный станок с ЧПУ мод. 1512Ф3
Токарно-карусельный одностоечный станок с ЧПУ мод. 1512Ф3 Модернизация плоскошлифовального станка
Модернизация плоскошлифовального станка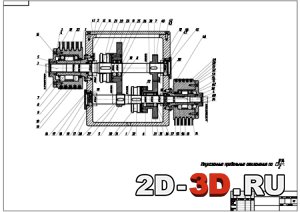 Расчёт главного привода токарно-винторезного станка модели 1720ППоперечно-строгальный станок СПС-01Модернизация главного привода токарно-винторезного станка мод. КА280 (16К20) с целью повышения производительностиСтанок вертикально-сверлильный с максимальным диаметром сверления 35 ммТокарно-карусельный одностоечный станок с ЧПУ мод. 1512Ф3Модернизация плоскошлифовального станкаРасчёт главного привода токарно-винторезного станка модели 1720П
Расчёт главного привода токарно-винторезного станка модели 1720ППоперечно-строгальный станок СПС-01Модернизация главного привода токарно-винторезного станка мод. КА280 (16К20) с целью повышения производительностиСтанок вертикально-сверлильный с максимальным диаметром сверления 35 ммТокарно-карусельный одностоечный станок с ЧПУ мод. 1512Ф3Модернизация плоскошлифовального станкаРасчёт главного привода токарно-винторезного станка модели 1720П